Rèn thép là gì và quy trình hoạt động như thế nào
Rèn thép là một quy trình sản xuất trong đó các phôi hoặc thanh thép đặc được định hình dưới lực nén - sử dụng búa, máy ép hoặc khuôn - để tạo ra các bộ phận có đặc tính cơ học vượt trội so với các phương án đúc hoặc gia công. Kết quả là một cấu trúc thớ tuân theo các đường viền của bộ phận, mang lại độ bền kéo thường cao hơn 20–40% so với các thành phần thép đúc tương đương. Nếu bạn cần các bộ phận chịu được độ mỏi, va đập hoặc tải theo chu kỳ - thanh kết nối, trục khuỷu, mặt bích, bánh răng - rèn thường là con đường đáng tin cậy nhất để đạt được điều đó.
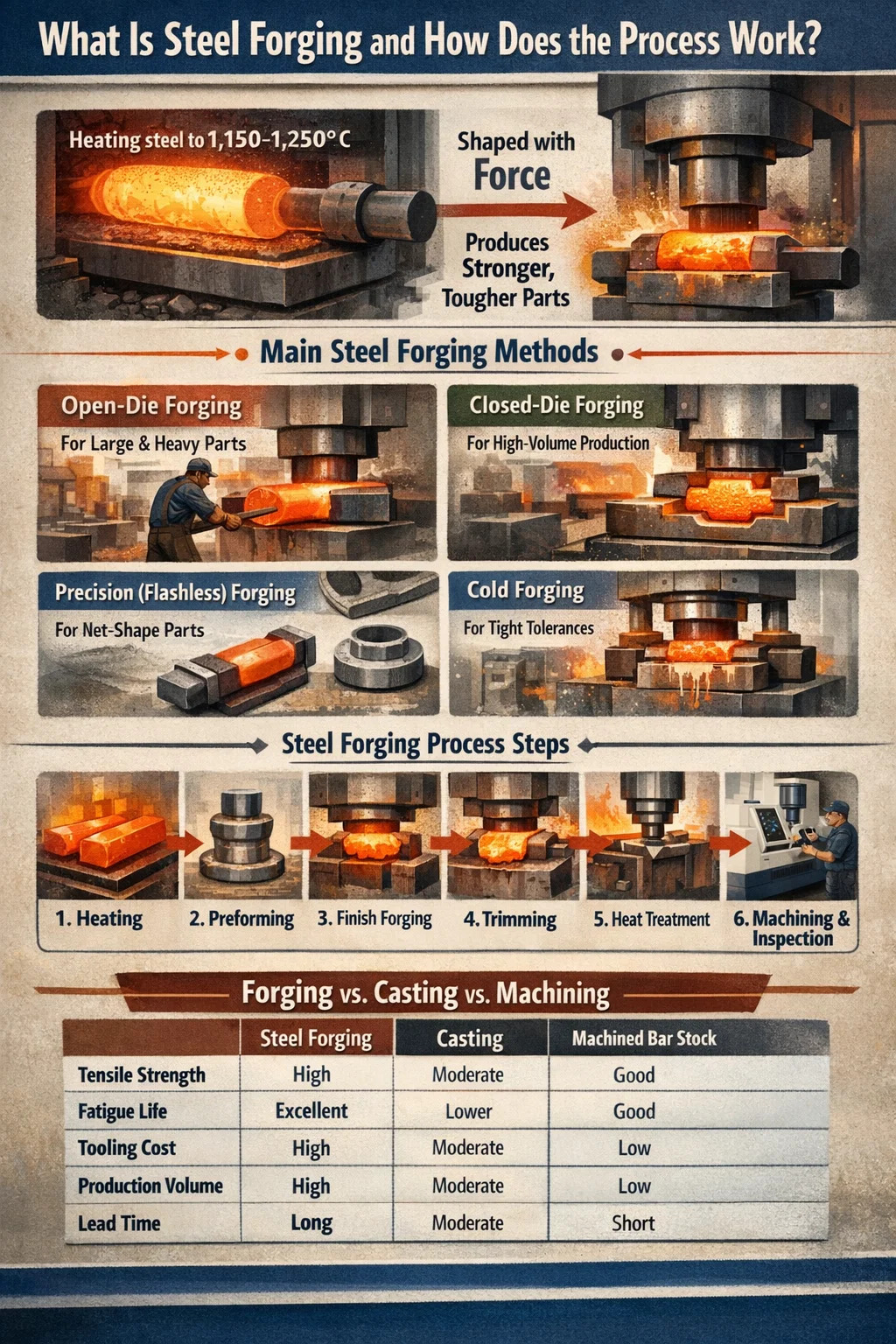
Về cốt lõi, quy trình này bao gồm nung nóng thép đến một phạm vi nhiệt độ cụ thể (thường là từ 1.100°C đến 1.250°C đối với thép cacbon và thép hợp kim), sau đó tác dụng lực để biến dạng dẻo vật liệu thành hình dạng mong muốn. Nhiệt độ tăng cao làm giảm áp lực dòng chảy và cải thiện độ dẻo, giúp kim loại dễ tạo hình hơn mà không bị nứt. Sau khi được làm mát, bộ phận rèn sẽ trải qua quá trình xử lý nhiệt, gia công và kiểm tra sau xử lý trước khi vận chuyển.
Rèn thép không phải là một kỹ thuật duy nhất. Nó phân nhánh thành nhiều phương pháp riêng biệt, mỗi phương pháp phù hợp với các yêu cầu hình học, khối lượng và dung sai khác nhau. Hiểu cách hoạt động của từng phương pháp - và điểm yếu của nó - là điểm khởi đầu cho bất kỳ kỹ sư hoặc người mua nào đang cố gắng đưa ra quyết định đúng đắn về một dự án rèn.
Các phương pháp rèn thép chính và thời điểm sử dụng từng phương pháp
Mỗi phương pháp rèn thép tạo ra các bộ phận có dung sai kích thước, điều kiện bề mặt và chi phí dụng cụ khác nhau. Việc chọn sai sẽ làm tăng thêm chi phí, kéo dài thời gian thực hiện hoặc dẫn đến các bộ phận cần gia công thứ cấp quá mức.
Rèn khuôn mở
Rèn khuôn mở (còn gọi là rèn tự do hoặc rèn rèn) sử dụng khuôn phẳng hoặc hình dạng đơn giản không bao bọc hoàn toàn phôi. Thép được xử lý giữa các khuôn thông qua một loạt các lần nén, kéo dài và xoay. Đây là phương pháp được sử dụng cho các trục, xi lanh, vòng và thỏi lớn - các bộ phận có thể nặng từ vài kg đến hơn 200 tấn.
Việc rèn khuôn mở là lựa chọn phù hợp khi kích thước bộ phận vượt quá khả năng của khuôn kín hoặc khi số lượng sản xuất quá thấp để bù đắp cho việc sử dụng dụng cụ đắt tiền. Dung sai kích thước rộng hơn (thường là ±3–6 mm), do đó cần phải gia công đáng kể sau đó. Các loại thép như thép không gỉ 4140, 4340 và 316 thường được xử lý theo cách này cho các ngành công nghiệp dầu khí, sản xuất điện và thiết bị nặng.
Rèn khuôn kín (Rèn khuôn ấn tượng)
Việc rèn khuôn kín sử dụng một bộ khuôn phù hợp với khoang được gia công theo hình dạng gần đúng của bộ phận hoàn thiện. Phôi được gia nhiệt được đặt giữa các khuôn và lực được tác dụng cho đến khi thép lấp đầy hoàn toàn khoang, với vật liệu dư thừa chảy ra xung quanh đường phân khuôn. Đèn flash sau đó được cắt bớt.
Phương pháp này tạo ra dung sai chặt chẽ hơn (thường là ± 0,5–1,5 mm tùy thuộc vào độ phức tạp và kích thước bộ phận), độ hoàn thiện bề mặt tốt hơn và hình học nhất quán hơn so với gia công khuôn mở. Chi phí gia công khuôn cao — một bộ khuôn đầy đủ cho một bộ phận có độ phức tạp trung bình có thể có giá từ 15.000–80.000 USD trở lên — vì vậy việc rèn khuôn kín có ý nghĩa kinh tế chủ yếu đối với khối lượng sản xuất từ trung bình đến cao. Thanh kết nối ô tô, trục bánh xe và thân van là những ứng dụng cổ điển.
Rèn không chớp (chính xác)
Rèn không dùng đèn flash giúp loại bỏ chớp sáng bằng cách kiểm soát chính xác khối lượng phôi và hình dạng khuôn để vật liệu lấp đầy khoang mà không bị tràn. Kết quả là tạo ra một chi tiết có dạng lưới hoặc gần dạng lưới yêu cầu gia công sau rèn ở mức tối thiểu. Có thể đạt được dung sai chặt chẽ đến ± 0,1–0,3 mm.
Quá trình này đòi hỏi phải chuẩn bị phôi chính xác và đầu tư dụng cụ cao hơn, nhưng tiết kiệm vật liệu từ 10–20% so với rèn khuôn kín thông thường khiến nó trở nên hấp dẫn khi sản xuất số lượng lớn các bộ phận phức tạp như bánh răng, bánh răng côn và các bộ phận treo.
rèn cuộn
Việc rèn cuộn đưa một thanh thép được gia nhiệt vào giữa hai cuộn có rãnh định hình, làm giảm tiết diện của nó và đồng thời kéo dài nó. Nó thường được sử dụng như một bước tạo hình trước khi rèn khuôn kín, nhưng nó cũng được sử dụng như một quy trình cuối cùng cho trục côn, lò xo lá và các bộ phận đường ray. Tính chất liên tục của quy trình làm cho nó có hiệu quả cao đối với các bộ phận kéo dài.
Sự rèn luyện khó chịu
Việc rèn khó chịu làm tăng diện tích mặt cắt ngang của thanh hoặc thanh thép bằng cách nén nó dọc theo trục của nó, rút ngắn chiều dài và tăng đường kính trong một vùng cụ thể. Bu lông, đinh tán, van và trục mặt bích được sản xuất theo cách này. Máy rèn khó chịu tốc độ cao có thể tạo ra hàng nghìn bộ phận mỗi giờ, khiến đây trở thành một trong những phương pháp rèn hiệu quả nhất cho ốc vít và phần cứng tương tự.
Rèn nguội
Không giống như các phương pháp trên, rèn nguội được thực hiện ở nhiệt độ phòng hoặc gần nhiệt độ phòng. Thép cứng lại trong quá trình này, điều này thực sự làm tăng độ cứng và độ bền bề mặt. Dung sai cực kỳ chặt chẽ (± 0,05–0,1 mm) và độ hoàn thiện bề mặt rất tuyệt vời, thường loại bỏ nhu cầu tiện hoặc mài. Sự đánh đổi là yêu cầu lực ép cao hơn và những hạn chế về hình dạng bộ phận và loại thép. Thép carbon thấp và thép carbon trung bình thích hợp nhất để rèn nguội.
Từng bước: Quá trình rèn thép được thực hiện như thế nào trong thực tế
Việc biết các bước của quy trình rất quan trọng cho dù bạn đang thiết kế một bộ phận có khả năng sửa chữa hay đang kiểm tra xưởng sản xuất của nhà cung cấp. Đây là cách một quy trình rèn thép khuôn kín tiêu chuẩn diễn ra từ nguyên liệu thô đến bộ phận hoàn thiện.
- Lựa chọn nguyên liệu và chuẩn bị phôi: Loại thép thích hợp được lựa chọn dựa trên các yêu cầu về đặc tính cơ học của bộ phận hoàn thiện. Các loại phổ biến bao gồm 1045 (carbon trung bình, công nghiệp nói chung), 4140 (crom-molypden, độ bền cao), 4340 (niken-crom-molypden, hàng không vũ trụ) và thép không gỉ 17-4 PH (chống ăn mòn, độ bền cao). Thanh phôi hoặc phôi được cắt theo khối lượng tính toán - hơi quá khổ để tính đến hiện tượng hao hụt chớp nhoáng và cáu cặn.
- Sưởi ấm: Phôi được nạp vào lò đốt gas hoặc lò cảm ứng và đưa đến nhiệt độ rèn mục tiêu. Đối với hầu hết các loại thép cacbon và hợp kim, nhiệt độ này là 1.150–1.250°C. Độ đồng đều nhiệt độ trên mặt cắt ngang của phôi là rất quan trọng - độ dốc nhiệt độ lớn hơn 50°C có thể dẫn đến nứt hoặc điền khuôn không hoàn chỉnh. Gia nhiệt cảm ứng được ưu tiên để kiểm soát nhiệt độ chặt chẽ và giảm sự hình thành cặn.
- Tẩy cặn: Thép nóng phát triển một lớp vảy oxit trong quá trình nung. Trước khi rèn, cặn này được loại bỏ bằng tia nước áp suất cao (thường là 100–200 bar) hoặc bằng một cú va chạm nhẹ đầu tiên vào khuôn, làm vỡ cặn và ngăn không cho nó bị ép vào bề mặt bộ phận, gây ra các khuyết tật bề mặt.
- Tạo hình trước (nếu cần): Các bộ phận phức tạp thường yêu cầu một hoặc nhiều bước tạo hình trước để phân phối lại khối kim loại gần hơn với hình dạng cuối cùng trước khi tạo khuôn hoàn thiện. Điều này làm giảm sự mài mòn của khuôn và cải thiện dòng chảy kim loại trong lần ra dao cuối cùng. Việc tạo hình trước được thực hiện trong các khoang khuôn riêng biệt trên cùng một máy ép hoặc búa.
- Kết thúc quá trình rèn: Phôi được tạo hình sẵn được chuyển đến khoang khuôn hoàn thiện và được đập - bằng búa (búa trọng lực hoặc búa hơi nước tạo ra các cú đánh lặp đi lặp lại) hoặc bằng máy ép (máy ép cơ học hoặc thủy lực tạo ra một hành trình đơn được kiểm soát). Thép lấp đầy hoàn toàn khoang và đùn ra xung quanh đường phân khuôn.
- Cắt tỉa flash: Khi vẫn còn nóng (hoặc sau khi nguội, đối với máy ép cắt), vật rèn được đặt trong khuôn cắt và đèn flash sẽ tắt chỉ trong một lần nhấn. Đối với các bộ phận chính xác, vật rèn đã được cắt tỉa có thể được đập lại vào khuôn định cỡ khi vẫn còn ấm để điều chỉnh bất kỳ độ đàn hồi nào và cải thiện độ chính xác về kích thước.
- Xử lý nhiệt: Tùy thuộc vào loại thép và các yêu cầu về đặc tính cơ học cuối cùng, các bộ phận rèn trải qua quá trình chuẩn hóa, ủ, làm nguội và ram hoặc xử lý bằng dung dịch và lão hóa. Ví dụ, tôi và tôi luyện thép 4140 có thể mang lại độ bền kéo từ 655 MPa (chuẩn hóa) đến hơn 1.000 MPa.
- Gia công: Ngay cả các vật rèn gần dạng lưới thường yêu cầu tiện, phay, khoan và mài CNC để đạt được dung sai kích thước cuối cùng, độ hoàn thiện bề mặt và các tính năng (ren, lỗ khoan, rãnh then) không thể rèn trực tiếp.
- Kiểm tra và thử nghiệm: Các sản phẩm rèn đã hoàn thiện được kiểm tra theo chiều (CMM hoặc đo thủ công), bằng mắt thường (vết nứt bề mặt, vòng, đường nối) và thường bằng thử nghiệm không phá hủy - kiểm tra hạt từ tính (MPI) để tìm khuyết tật bề mặt, kiểm tra siêu âm (UT) cho các khoảng trống bên trong. Thử nghiệm cơ học trên phiếu mẫu xác minh độ cứng, độ bền kéo, độ bền va đập và hiệu suất mỏi.
Các loại thép thường được sử dụng trong rèn và tính chất của chúng
Lựa chọn vật liệu không thể tách rời khỏi quá trình rèn. Loại thép xác định phạm vi nhiệt độ rèn, tuổi thọ khuôn, công suất ép cần thiết, xử lý nhiệt sau rèn và cuối cùng là hiệu suất của bộ phận hoàn thiện.
| Lớp thép | Phạm vi nhiệt độ rèn | Độ bền kéo (Q&T) | Ứng dụng chính |
|---|---|---|---|
| AISI 1045 | 1.150–1.230°C | ~570–700 MPa | Trục, bánh răng, khớp nối |
| AISI 4140 | 1.100–1.230°C | ~900–1.100 MPa | Mặt bích, vòng khoan, trục |
| AISI 4340 | 1.100–1.200°C | ~1.000–1.500 MPa | Thiết bị hạ cánh, trục khuỷu, hàng không vũ trụ |
| AISI 316 không gỉ | 1.149–1.260°C | ~515–690 MPa | Van, phụ kiện, phần cứng hàng hải |
| SS song công F51 | 1.050–1.150°C | ~620–880 MPa | Các thành phần dưới biển, nhà máy hóa chất |
| 17-4 PH không gỉ | 1.040–1.150°C | ~930–1.310 MPa | Hàng không vũ trụ, y tế, trục bơm |
Một lưu ý thực tế khi rèn thép không gỉ: các loại austenit như 316 có ứng suất chảy cao hơn thép cacbon, có nghĩa là máy ép cần nhiều công suất hơn cho cùng một kích thước bộ phận. Chúng cũng dễ bị cứng lại do căng thẳng, có thể gây nứt nếu việc hâm nóng giữa các lần chuyền không được thực hiện đúng cách. Các loại song công thậm chí còn nhạy cảm hơn với nhiệt độ - làm việc bên ngoài cửa sổ rèn hẹp có thể làm mất ổn định sự cân bằng ferit-austenit và làm giảm khả năng chống ăn mòn.
Các quy tắc thiết kế chính cho các bộ phận thép có thể rèn được
Các bộ phận được thiết kế mà không tính đến việc rèn thường có chi phí sản xuất cao hơn đáng kể hoặc chúng không tận dụng được lợi ích về cấu trúc của quy trình. Áp dụng những nguyên tắc thiết kế này ngay từ đầu sẽ tránh được việc thiết kế lại tốn kém sau này.
góc nháp
Tất cả các bề mặt thẳng đứng trong khuôn rèn kín cần có góc nghiêng để chi tiết có thể được đẩy ra khỏi khuôn. Dự thảo tiêu chuẩn cho thép rèn là 5–7° trên bề mặt bên ngoài và 7–10° trên bề mặt bên trong . Tính năng không nháp hoặc không nháp yêu cầu công cụ phức tạp hơn với chốt đẩy hoặc khuôn chia đôi, điều này làm tăng chi phí đáng kể.
Bán kính góc và góc
Các góc nhọn bên trong tạo ra sự tập trung ứng suất ở khuôn cũng như ở phần hoàn thiện. Bán kính phi lê bên trong tối thiểu là 3 mm là điểm khởi đầu thực tế, ưu tiên 6 mm hoặc lớn hơn ở những vùng chịu tải nặng. Bán kính góc ngoài tối thiểu phải là 1,5 mm. Các bộ phận có các góc lượn thích hợp cho thấy độ bền mỏi được cải thiện lên tới 3× so với các bộ phận có chuyển tiếp đột ngột.
Vị trí đường chia tay
Đường chia tay là nơi hai nửa xúc xắc gặp nhau. Nó nên được đặt ở mặt cắt ngang lớn nhất của bộ phận để giảm thiểu độ sâu khuôn và độ chớp. Đường chia tay thẳng, phẳng là lựa chọn đơn giản và rẻ nhất. Các đường phân khuôn cong hoặc góc cạnh làm tăng thêm độ phức tạp của dụng cụ nhưng có thể cần thiết đối với một số hình học nhất định.
Sự thay đổi độ dày phần
Sự thay đổi lớn về độ dày mặt cắt trong cùng một bộ phận tạo ra dòng chảy kim loại không đồng đều trong quá trình rèn. Các phần mỏng lấp đầy nhanh hơn và nguội nhanh hơn các phần dày, dẫn đến hiện tượng lấp đầy hoặc nứt. Theo nguyên tắc chung, tỷ lệ độ dày thành tối đa và tối thiểu trong quá trình rèn thép không được vượt quá 4: 1 nếu không có thiết kế phôi cẩn thận để phân phối trước vật liệu.
Định hướng dòng chảy hạt
Một trong những lợi thế quan trọng nhất của việc rèn thép so với gia công đúc hoặc gia công phôi thép là khả năng điều chỉnh dòng hạt theo hướng ứng suất cao nhất trong quá trình sử dụng. Thanh kết nối được rèn với dòng hạt dọc theo trục thanh có khả năng chống mỏi tốt hơn nhiều so với thanh được gia công từ phôi thanh, trong đó hạt chạy ngang qua các phần quan trọng. Thiết kế bộ phận sao cho trục tải chính thẳng hàng với hướng rèn chính.
Rèn thép so với đúc so với gia công từ phôi thép
Các kỹ sư thường phải đối mặt với sự lựa chọn giữa rèn, đúc và gia công khi lựa chọn lộ trình sản xuất các bộ phận kết cấu thép. Mỗi phương pháp có hiệu suất và chi phí riêng biệt.
| Tiêu chí | Rèn thép | Đúc | Kho thanh gia công |
|---|---|---|---|
| Độ bền kéo | Cao (ngũ cốc tinh chế) | Trung bình (rủi ro độ xốp) | Tốt (tùy theo cấp độ) |
| Cuộc sống mệt mỏi | Tuyệt vời | Thấp hơn (khiếm khuyết bên trong) | Tốt nếu hạt thẳng hàng |
| Độ phức tạp hình học | Trung bình | Cao | Cao (CNC) |
| Chi phí dụng cụ | Cao (dies) | Trung bình (patterns/molds) | Thấp đến không có |
| Chi phí đơn vị ở khối lượng cao | Thấp | Thấp to moderate | Cao (material waste) |
| Khiếm khuyết bên trong | Tối thiểu (khoảng trống đóng) | Có thể (co ngót, độ xốp) | Phụ thuộc vào chất lượng thanh |
| Thời gian thực hiện (nguyên mẫu) | Dài (chế tạo khuôn) | Trung bình | ngắn |
Quyết định thường dựa trên ba yếu tố: khối lượng sản xuất hàng năm, hiệu suất cơ học cần thiết và độ phức tạp của bộ phận. Đối với các bộ phận có các đoạn hoặc đường cắt bên trong phức tạp, việc đúc thường chỉ hiệu quả về mặt hình học. Đối với các bộ phận kết cấu khối lượng lớn trong ô tô, hàng không vũ trụ hoặc dầu khí, việc rèn gần như luôn thắng về hiệu suất và chi phí vòng đời. Gia công từ phôi thanh có ý nghĩa nhất đối với các nguyên mẫu, lô rất nhỏ hoặc các bộ phận đơn giản là quá nhỏ để rèn một cách kinh tế.
Các khuyết tật thường gặp khi rèn thép và cách phòng ngừa
Ngay cả với các thông số quy trình chính xác, thép rèn có thể phát triển các khuyết tật làm ảnh hưởng đến tính toàn vẹn của cấu trúc. Biết nguyên nhân gây ra từng lỗi và cách phát hiện sớm sẽ ngăn ngừa những thất bại tốn kém tại hiện trường.
Vòng và nếp gấp
Các nếp gấp hình thành khi một nếp nhăn hoặc phần nhô ra trên bề mặt được gấp lại và rèn vào bề mặt bộ phận mà không có sự liên kết. Chúng xuất hiện dưới dạng các khuyết tật tuyến tính trên bề mặt, thường chạy song song với đường phân khuôn. Nguyên nhân cốt lõi thường là do hình dạng phôi không chính xác, độ chớp quá mức hoặc sự phân bố dòng kim loại kém trong khuôn. Kiểm tra hạt từ tính có thể phát hiện các vòng trên bề mặt một cách đáng tin cậy. Phòng ngừa đòi hỏi thiết kế phôi thích hợp và tối ưu hóa khoang khuôn.
Điền đầy đủ
Underfill có nghĩa là khoang khuôn không được lấp đầy hoàn toàn bằng thép trong quá trình rèn, để lại những vết lõm nông trên bề mặt bộ phận. Các nguyên nhân bao gồm trọng lượng phôi không đủ, nhiệt độ rèn quá thấp, đèn flash quá mức làm chảy vật liệu trước khi khoang đầy hoặc công suất ép không đủ. Kiểm tra kích thước sẽ phát hiện được phần điền thiếu trong hầu hết các trường hợp, nhưng tốt hơn là nên phát hiện trong lần sản xuất đầu tiên với việc chia mẫu.
vết nứt
Các vết nứt bề mặt phát triển khi thép được rèn ở nhiệt độ quá thấp (dưới phạm vi chuyển tiếp từ dẻo sang giòn), khi tốc độ biến dạng quá cao hoặc khi thép có hàm lượng lưu huỳnh hoặc phốt pho quá cao gây ra độ nóng nóng. Các vết nứt bên trong (khuyết tật nổ) xảy ra khi ứng suất kéo phát triển trong lõi trong quá trình rèn, thường ở các phần nặng. Duy trì nhiệt độ rèn trên 1.050°C đối với hầu hết các loại thép hợp kim và tránh giảm quá mức trên mỗi lần rèn sẽ ngăn ngừa phần lớn các khuyết tật nứt.
Khử cacbon
Tiếp xúc lâu với không khí ở nhiệt độ cao khiến carbon khuếch tán ra khỏi lớp bề mặt thép, tạo ra vùng mềm, ít carbon làm giảm độ cứng và khả năng chống mỏi. Độ sâu khử cacbon 0,3–0,8 mm không phải là hiếm ở các bộ phận được nung trong lò đốt lộ thiên. Sử dụng lò nung kiểm soát khí quyển hoặc gia nhiệt cảm ứng làm giảm đáng kể quá trình khử cacbon và gia công cắt bỏ lớp bị ảnh hưởng là cách khắc phục tiêu chuẩn khi điều đó xảy ra.
Dịch chuyển chết
Sự dịch chuyển khuôn xảy ra khi nửa khuôn trên và nửa dưới bị lệch trong quá trình rèn, tạo ra một chi tiết bị lệch tại đường phân khuôn. Ngay cả sự dịch chuyển 0,5 mm cũng có thể khiến một bộ phận không thể kiểm tra kích thước. Việc kiểm tra căn chỉnh khuôn thường xuyên và bảo trì chìa khóa định vị thích hợp sẽ ngăn ngừa lỗi này trong sản xuất.
Các ngành dựa vào việc rèn thép và tại sao
Nhu cầu rèn thép được thúc đẩy bởi các ngành công nghiệp mà sự hư hỏng cấu trúc không phải là một lựa chọn. Hiểu được vị trí và lý do rèn được chỉ định giúp người mua biện minh cho việc đầu tư vào công cụ và giúp các kỹ sư đưa ra lý do cho việc rèn trên các quy trình cạnh tranh.
- Ô tô: Các thanh kết nối, trục khuỷu, tay lái, trục bánh xe, trục cam và bánh răng truyền động gần như được rèn phổ biến. Một chiếc ô tô chở khách thông thường chứa 35–45 kg các bộ phận bằng thép rèn. Độ mỏi và khả năng chống va đập của thép rèn là lý do khiến các bộ phận quan trọng về an toàn này không được đúc.
- Dầu khí: Mũi khoan, vòng đệm khoan, bộ phận BOP, thân van, mặt bích (ANSI/ASME B16.5) và đầu nối dưới biển yêu cầu rèn để chịu được áp suất cực lớn trong lỗ khoan (áp suất làm việc lên tới 15.000 psi trong một số ứng dụng) và môi trường ăn mòn. Các tiêu chuẩn ASME/ANSI và API bắt buộc phải rèn nhiều thành phần trong số này.
- Hàng không vũ trụ: Thanh chống càng đáp, phụ kiện gắn cánh, giá đỡ động cơ và đĩa tuabin được rèn từ thép hợp kim và siêu hợp kim cường độ cao. Các yêu cầu nghiêm ngặt của ngành hàng không vũ trụ về khả năng truy xuất nguồn gốc, báo cáo thử nghiệm vật liệu được chứng nhận và thử nghiệm không phá hủy khiến việc rèn rèn trở thành lựa chọn mặc định cho các bộ phận cấu trúc khung máy bay.
- Phát điện: Rôto tua bin hơi nước, trục máy phát điện và đầu bình áp lực trong các nhà máy điện hạt nhân và điện thông thường là một trong những vật rèn lớn nhất được sản xuất - vật rèn khuôn mở đơn lẻ có thể nặng 150–300 tấn. Tính toàn vẹn của vật liệu cần thiết cho các bộ phận hoạt động dưới áp suất nhiệt và cơ học kết hợp trong 30–60 năm chỉ có thể đạt được thông qua quá trình rèn và xử lý nhiệt có kiểm soát.
- Thiết bị khai thác và xây dựng: Các thanh ray máy ủi, chốt gầu máy xúc, búa máy nghiền đá và thanh khoan phải chịu tác động mạnh và mài mòn. Thép rèn có hàm lượng mangan cao và hợp kim thấp chống lại sự biến dạng và gãy xương trong những điều kiện này tốt hơn nhiều so với các vật liệu thay thế đúc.
- Phòng thủ: Đạn pháo, thiết bị xuyên giáp, bộ phận đường ray xe tăng và nòng súng được rèn để đáp ứng các thông số kỹ thuật quân sự đòi hỏi độ cứng, độ dẻo dai và tính nhất quán về kích thước cụ thể mà các quy trình khác không thể đạt được.
Tiêu chuẩn chất lượng và chứng nhận cho thép rèn
Mua thép rèn mà không tham khảo các tiêu chuẩn hiện hành sẽ khiến người mua gặp phải sự thay đổi về chất lượng và các bộ phận không phù hợp. Cần phải biết các tiêu chuẩn chính quản lý chất lượng rèn thép trước khi viết đơn đặt hàng.
- ASTM A668/A668M: Đặc điểm kỹ thuật tiêu chuẩn cho việc rèn thép cacbon và hợp kim dùng trong công nghiệp nói chung. Bao gồm tám loại có yêu cầu về đặc tính cơ học từ độ bền kéo 485 MPa (Loại D) đến 830 MPa (Loại L).
- ASTM A182: Bao gồm các mặt bích ống thép không gỉ và hợp kim rèn hoặc cán, phụ kiện rèn và van cho dịch vụ nhiệt độ cao. Được tham khảo rộng rãi trong các thông số kỹ thuật xử lý dầu khí và hóa chất.
- ASTM A105: Tiêu chuẩn rèn thép carbon cho các ứng dụng đường ống ở nhiệt độ môi trường xung quanh và cao hơn. Đây là một trong những thông số kỹ thuật được gọi phổ biến nhất cho mặt bích và phụ kiện trong hệ thống đường ống công nghiệp.
- API 6A/6D: Tiêu chuẩn của Viện Dầu khí Hoa Kỳ đối với thiết bị đầu giếng và cây thông Noel (6A) và van đường ống (6D). Các tiêu chuẩn này xác định các loại vật liệu, yêu cầu thử nghiệm và tài liệu truy xuất nguồn gốc đối với các bộ phận rèn được sử dụng trong dịch vụ hydrocarbon.
- AMS (Thông số kỹ thuật vật liệu hàng không vũ trụ): Các tiêu chuẩn SAE AMS như AMS 2750 (phép đo nhiệt độ để xử lý nhiệt) và các loại AMS dành riêng cho vật liệu (ví dụ: AMS 6414 cho thép 4340) chi phối việc rèn hàng không vũ trụ. Việc tuân thủ yêu cầu phải ghi lại hiệu chuẩn lò, báo cáo thử nghiệm vật liệu được chứng nhận và kiểm tra sản phẩm đầu tiên.
- ISO 9001/IATF 16949: Chứng nhận hệ thống quản lý chất lượng dành cho các nhà cung cấp rèn công nghiệp nói chung (ISO 9001) và ô tô (IATF 16949). Những chứng nhận này cho thấy nhà cung cấp vận hành một hệ thống chất lượng được ghi chép nhưng bản thân họ không đảm bảo sản phẩm tuân thủ các thông số kỹ thuật cơ học cụ thể.
Luôn yêu cầu báo cáo thử nghiệm vật liệu (MTR), báo cáo kiểm tra kích thước và báo cáo NDE với mỗi lô hàng rèn. Đối với các ứng dụng quan trọng, việc kiểm tra nhân chứng tại xưởng rèn là thông lệ tiêu chuẩn trong mua sắm hạt nhân và hàng không vũ trụ.
Những câu hỏi thường gặp về rèn thép
Số lượng đặt hàng tối thiểu cho thép rèn khuôn kín là bao nhiêu?
Hầu hết các cửa hàng rèn khuôn kín đều đặt số lượng đặt hàng tối thiểu (MOQ) là 100–500 chiếc cho các dự án chế tạo dụng cụ mới, mặc dù điều này thay đổi tùy theo kích thước bộ phận và độ phức tạp. Đối với các bộ phận nhỏ, đơn giản, một số cửa hàng sẽ cân nhắc việc chạy thử 50 bộ phận. Chi phí dụng cụ cao là hạn chế chính - chi phí khuôn được chia cho ít bộ phận hơn sẽ làm tăng đáng kể chi phí trên mỗi đơn vị. Việc rèn khuôn mở không có mức moq tối thiểu thực tế vì không cần dụng cụ tùy chỉnh.
Mất bao lâu để có được thép rèn?
Đối với việc rèn khuôn kín với dụng cụ mới, thời gian thực hiện thường kéo dài 10–16 tuần: 4–6 tuần đối với thiết kế và sản xuất khuôn mẫu, 1–2 tuần đối với thử nghiệm rèn sản phẩm đầu tiên và 2–4 tuần đối với xử lý nhiệt và gia công các bộ phận sản xuất. Quá trình rèn khuôn mở cho các bộ phận lớn có thể mất 8–20 tuần tùy thuộc vào công suất của xưởng rèn và lượng phôi thép sẵn có. Các đơn đặt hàng lặp lại từ các khuôn hiện có thường là 4–8 tuần.
Thép không gỉ có thể được rèn bằng thiết bị tương tự như thép carbon không?
Có, sử dụng cùng loại búa và máy ép, nhưng thép không gỉ - đặc biệt là loại austenit - đòi hỏi lực rèn cao hơn thép cacbon ở nhiệt độ tương đương do ứng suất dòng chảy cao hơn. Máy ép được xếp hạng cho kích thước bộ phận bằng thép cacbon cụ thể có thể cần phải được giảm xếp hạng hoặc bộ phận được chia thành các hoạt động nhỏ hơn khi chuyển sang không gỉ. Tuổi thọ của khuôn cũng thường ngắn hơn khi rèn thép không gỉ do áp suất bề mặt cao hơn và lớp oxit mài mòn.
Rèn nóng có khác với rèn nóng không?
Đúng. Rèn ấm được thực hiện trong phạm vi nhiệt độ giữa rèn nguội và rèn nóng - thường là 650–950 ° C đối với thép. Ở nhiệt độ này, ứng suất dòng chảy thấp hơn ở nhiệt độ phòng (làm cho việc tạo hình dễ dàng hơn), nhưng thép không tạo thành lớp oxit nặng như khi rèn nóng. Kết quả là bề mặt hoàn thiện tốt hơn và dung sai chặt chẽ hơn so với rèn nóng, với lực ép thấp hơn so với rèn nguội. Rèn ấm được sử dụng cho các bộ phận có độ phức tạp trung bình trong đó chất lượng bề mặt là quan trọng nhưng lực rèn nguội sẽ cao đến mức không thực tế.
Làm cách nào để xác định chính xác việc rèn trên bản vẽ?
Thông số kỹ thuật rèn hoàn chỉnh trên bản vẽ phải bao gồm: loại thép (ký hiệu ASTM, AISI hoặc AMS), điều kiện xử lý nhiệt và độ cứng hoặc độ bền kéo/năng suất yêu cầu, yêu cầu về góc nháp, bán kính góc và góc tối thiểu, độ hoàn thiện bề mặt (giá trị Ra) đối với các bề mặt được rèn, độ mở rộng flash cho phép tại đường phân chia, các phương pháp NDE bắt buộc (MPI, UT) và tiêu chí chấp nhận cũng như các yêu cầu báo cáo thử nghiệm vật liệu hiện hành. Việc tham khảo tiêu chuẩn ASTM hiện hành (ví dụ: ASTM A668, Loại F) liên kết chặt chẽ tất cả các yêu cầu về vật liệu và thử nghiệm với nhau.