Hợp kim của thép là gì? Câu trả lời trực tiếp
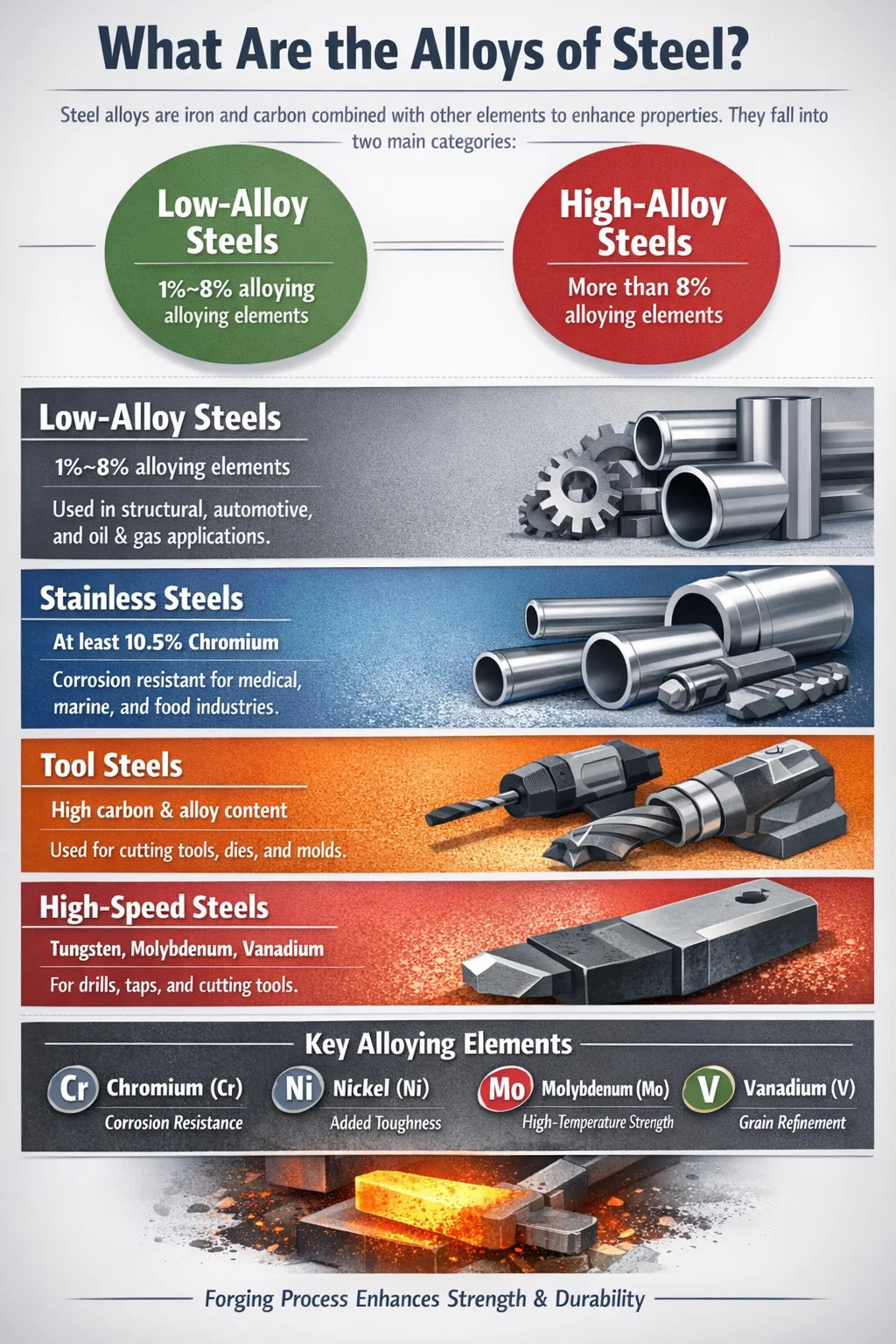
Hợp kim thép được tạo ra bằng cách kết hợp sắt và carbon với một hoặc nhiều nguyên tố hợp kim bổ sung - chẳng hạn như crom, niken, molypden, vanadi, mangan hoặc vonfram - để sản xuất vật liệu có các tính chất cơ học, nhiệt hoặc hóa học cụ thể mà thép carbon trơn không thể tự cung cấp. Gia đình rộng lớn chia thành hai nhánh chính: thép hợp kim thấp , chứa ít hơn 8% tổng số nguyên tố hợp kim và thép hợp kim cao , vượt quá ngưỡng đó và bao gồm thép không gỉ và thép công cụ.
Trong dòng sản phẩm đó, thép hợp kim chiếm một vị trí công nghiệp quan trọng. Khi thép hợp kim được định hình thông qua quá trình rèn - quá trình nén kim loại được nung nóng dưới áp suất cao - các thành phần thu được có cấu trúc hạt tinh tế, khả năng chống mỏi vượt trội và dung sai kích thước chặt chẽ hơn so với vật đúc hoặc thanh gia công. Các ngành công nghiệp từ dầu khí, hàng không vũ trụ đến sản xuất điện phụ thuộc rất nhiều vào việc rèn thép hợp kim cho các bộ phận phải tồn tại trong môi trường căng thẳng, nhiệt độ hoặc ăn mòn cực độ.
Các phần bên dưới chia nhỏ các họ hợp kim chính, thành phần của chúng, vai trò của từng nguyên tố hợp kim và cách rèn biến thép hợp kim thô thành các thành phần hiệu suất cao.
Các loại chính của hợp kim thép
Việc phân loại hợp kim thép tuân theo một số hệ thống chồng chéo - theo tổng hàm lượng hợp kim, theo nguyên tố hợp kim chính và theo ứng dụng sử dụng cuối cùng. Khuôn khổ thiết thực nhất cho các kỹ sư và người mua là sự kết hợp giữa hàm lượng hợp kim và nhận dạng nguyên tố chính.
Thép hợp kim thấp
Những loại thép này chứa từ 1% đến 8% tổng số nguyên tố hợp kim. Chúng là những con ngựa đặc trưng của kỹ thuật kết cấu, chế tạo bình chịu áp lực và rèn thép hợp kim quy mô lớn. Các loại phổ biến bao gồm AISI 4130, 4140, 4340 và 8620. Ví dụ, rèn cấp 4340 có thể đạt được độ bền kéo là 1.080–1.470 MPa tùy thuộc vào quá trình xử lý nhiệt, khiến nó trở thành lựa chọn phù hợp cho các bộ phận của thiết bị hạ cánh máy bay, trục khuỷu và bánh răng hạng nặng.
Thép hợp kim cao
Khi tổng nguyên tố hợp kim vượt quá 8%, thép được phân loại là hợp kim cao. Tập hợp con có ý nghĩa thương mại nhất là thép không gỉ, đòi hỏi ít nhất 10,5% crom để tạo thành lớp oxit thụ động chống ăn mòn. Thép công cụ tốc độ cao, thép chịu lực và hợp kim chịu nhiệt cũng thuộc nhóm này. Thép Maraging - một nhóm hợp kim cao chuyên dụng chứa 18–25% niken - đạt được độ bền cực cao (lên đến 2.400 MPa ) thông qua cơ chế lão hóa martensite thay vì xử lý tôi và tôi thông thường.
Thép không gỉ
Thép không gỉ về mặt kỹ thuật là một tập hợp con của thép hợp kim cao nhưng hầu như luôn được thảo luận riêng do quy mô và tính đa dạng của nó. Bốn họ chính là austenit (sê-ri 300), ferritic (sê-ri 400), martensitic (sê-ri 400 và 500) và song công (2205, 2507). Các lớp song công kết hợp các cấu trúc vi mô austenit và ferritic và cung cấp khoảng gấp đôi sức mạnh năng suất của tiêu chuẩn 316L trong khi vẫn duy trì khả năng chống ăn mòn tương đương - một lý do khiến chúng chiếm ưu thế trong các bộ phận bơm và đường ống dẫn dầu và khí đốt ngoài khơi, thường được sản xuất dưới dạng vật rèn bằng thép hợp kim không gỉ.
Thép công cụ
Thép công cụ là loại có hàm lượng carbon cao, hợp kim cao được thiết kế để có độ cứng, chống mài mòn và ổn định kích thước ở nhiệt độ cao. Các nhóm bao gồm làm cứng nước (dòng W), làm cứng dầu (dòng O), làm cứng không khí (dòng A), loại D (crom cao), gia công nóng (dòng H) và thép tốc độ cao (dòng M và T). Loại như thép tốc độ cao M2 chứa khoảng 6% vonfram, 5% molypden, 4% crom và 2% vanadi , mang lại độ cứng màu đỏ đặc biệt cho các dụng cụ cắt hoạt động ở nhiệt độ gần 600°C.
Các nguyên tố hợp kim chính và tác dụng của chúng đối với thép
Mỗi nguyên tố được thêm vào thép sẽ tạo ra những thay đổi cụ thể, có thể dự đoán được về cấu trúc và tính chất vi mô. Hiểu những tác động này là điều cần thiết khi chỉ định việc rèn thép hợp kim, bởi vì nhiệt độ rèn, tốc độ làm mát và xử lý nhiệt sau rèn đều phải tính đến hóa học hợp kim.
| Yếu tố | Phạm vi điển hình (%) | Hiệu ứng chính | Các lớp phổ biến |
|---|---|---|---|
| Crom (Cr) | 0,5–30% | Chống ăn mòn, độ cứng, chống mài mòn | 4140, 52100, 316 |
| Niken (Ni) | 0,5–36% | Độ dẻo dai, độ bền va đập ở nhiệt độ thấp, chống ăn mòn | 4340, thép đông lạnh 9% Ni, kết tủa |
| Molypden (Mo) | 0,15–10% | Độ bền nhiệt độ cao, khả năng chống leo, chống ăn mòn rỗ | 4140, 316L, P91 |
| Vanadi (V) | 0,05–5% | Tinh chế hạt, độ cứng, chống mài mòn ở nhiệt độ cao | H13, M2, HSLA vi hợp kim |
| Mangan (Mn) | 0,3–14% | Độ cứng, khử oxy, làm cứng (thép Hadfield) | 1045, Hadfield, HSLA |
| Vonfram (W) | 1–20% | Độ cứng màu đỏ, duy trì độ cứng ở nhiệt độ cao | Thép tốc độ cao T1, T15 |
| Silic (Si) | 0,1–4% | Khử oxy, chống oxy hóa, cường độ thép lò xo | Thép lò xo 9260, thép silicon điện |
| Boron (B) | 0,0005–0,003% | Cải thiện độ cứng đáng kể ở mức rất thấp | Lớp 10B30, Boron HSLA |
Độ cứng - khả năng thép được làm cứng đến độ sâu nhất định - là một trong những thông số quan trọng nhất đối với việc rèn thép hợp kim. Phần rèn dày không cứng qua lõi sẽ có phần bên trong mềm làm hạn chế khả năng chịu tải. Crom, molypden và mangan đều làm tăng đáng kể độ cứng, đó là lý do tại sao các loại như 4140 (Cr-Mo) và 4340 (Ni-Cr-Mo) được chỉ định rộng rãi cho các vật rèn lớn.
Các loại thép hợp kim phổ biến và ứng dụng thực tế của chúng
Việc lựa chọn cấp độ hiếm khi trừu tượng - nó được điều khiển bởi các điều kiện vận hành, hình học cụ thể và các hạn chế về chi phí. Các loại dưới đây đại diện cho các loại thép hợp kim có ý nghĩa thương mại nhất, nhiều loại trong số đó được xử lý thường xuyên dưới dạng rèn thép hợp kim.
AISI 4140 (Thép crom-Molypden)
Có lẽ là loại thép hợp kim thấp linh hoạt nhất được sản xuất hiện nay, 4140 chứa khoảng 0,95% crom và 0,20% molypden cùng với 0,38–0,43% carbon. Trong điều kiện tôi và tôi, nó đạt được độ bền kéo 850–1.000 MPa với khả năng chống mỏi tốt. Nó được sử dụng cho trục trục, trục bơm, khớp nối, thanh piston và bánh răng. Là vật liệu rèn bằng thép hợp kim, 4140 thành phần được tìm thấy trên khắp mỏ dầu — trong vòng cổ khoan, chân đế và thanh kelly — vì loại này chịu được mỏi xoắn trong môi trường lỗ khoan.
AISI 4340 (Thép Niken-Crom-Molypden)
Việc bổ sung khoảng 1,65–2,00% niken đến đế Cr-Mo của 4340 cải thiện đáng kể độ dẻo dai và độ cứng xuyên suốt ở các phần lớn. Loại này là tiêu chuẩn cho các cấu trúc rèn hàng không vũ trụ, bao gồm vách ngăn, phụ kiện cánh và các bộ phận của thiết bị hạ cánh. Nó có thể được xử lý nhiệt đến độ bền kéo tối thiểu 1.470 MPa trong khi vẫn duy trì giá trị va đập Charpy trên 20 J ở –40°C. AMS 6415 và AMS 6414 là các thông số kỹ thuật mua sắm hàng không vũ trụ cho loại này, trong đó loại sau yêu cầu nấu chảy lại bằng hồ quang chân không (VAR) để có độ sạch vượt trội.
AISI 8620 (Thép cacbon hóa niken-crom-molypden)
Lớp 8620 là thép cứng. Carbon lõi thấp (0,18–0,23%) giữ cho bên trong bền chắc, đồng thời cacbon hóa bề mặt thành 0,8–1,0% carbon tạo ra một lớp vỏ cứng, chống mài mòn. Sau khi cacbon hóa và làm nguội, độ cứng bề mặt đạt 58–62 HRC , trong khi lõi vẫn ở mức 25–35 HRC. Bánh răng, bánh răng nhỏ và trục cam là những ứng dụng rèn thép hợp kim 8620 cổ điển trong sản xuất ô tô và thiết bị nặng.
AISI 52100 (Thép chịu lực crom cacbon cao)
Với khoảng 1,0% carbon và 1,5% crom , 52100 được thiết kế để tăng tuổi thọ mỏi tiếp xúc lăn trong vòng bi và vòng bi. Nó đạt được độ cứng bề mặt 60–64 HRC sau khi đông cứng. Yêu cầu về độ sạch đặc biệt chặt chẽ của nó — hàm lượng lưu huỳnh, phốt pho, oxy và tạp chất thấp — có nghĩa là 52100 thường được tạo ra thông qua quá trình nấu chảy lại xỉ điện (ESR). Vòng bi được rèn ở 52100 hoạt động tốt hơn phôi thanh được gia công nhờ sự liên kết dòng hạt thuận lợi với hình dạng vòng.
P91 và P92 (Thép chống rão crom 9%)
P91 (9Cr-1Mo-V-Nb) và P92 (9Cr-2W-0,5Mo-V-Nb) là thép crom-molypden được thiết kế cho hệ thống hơi nước trong các nhà máy phát điện hoạt động trên 565°C. Vật rèn P91 được sử dụng trong thân van, tủ hơi và vỏ tuabin phải duy trì sự ổn định về cấu trúc vi mô trong suốt tuổi thọ thiết kế của 200.000 giờ . Các loại này yêu cầu xử lý nhiệt sau hàn và sau rèn cẩn thận (thường chuẩn hóa ở 760°C và ủ ở 760°C) để đạt được cấu trúc vi mô martensite được tôi luyện thích hợp.
Thép Mangan Hadfield (Cấp 1.3401 / ASTM A128)
Thép Hadfield chứa khoảng 11–14% mangan và 1,0–1,4% cacbon . Đặc điểm xác định của nó là độ cứng của vật liệu austenit: dưới tác động hoặc tải trọng nén, bề mặt cứng lại từ khoảng 200 HB đến hơn 550 HB trong khi phần lớn vẫn cứng. Hàm máy nghiền, đường ray và răng gầu máy xúc đều dựa vào đặc tính này. Vì thép Hadfield khó rèn (nó cứng lại khi biến dạng) nên hầu hết các bộ phận Hadfield lớn đều được đúc chứ không phải rèn.
Tại sao việc rèn làm thay đổi hiệu suất của thép hợp kim
Rèn không chỉ là một hoạt động tạo hình - nó là một quá trình luyện kim. Khi thép hợp kim được nung nóng đến phạm vi nhiệt độ rèn của nó (thường là 1.050–1.250°C tùy thuộc vào loại) và bị biến dạng dưới áp suất, một số cải tiến đồng thời xảy ra trong cấu trúc bên trong của kim loại.
Tinh chế ngũ cốc
Quá trình đúc tạo ra các hạt thô, định hướng ngẫu nhiên với sự phân chia dendrite. Việc rèn phá vỡ cấu trúc này thông qua các chu kỳ biến dạng và kết tinh lại lặp đi lặp lại. Kết quả là một cấu trúc hạt mịn, cân bằng - điển hình là cỡ hạt ASTM 5–8 - có khả năng chống lại sự hình thành và lan truyền vết nứt. Thép hợp kim rèn hạt mịn luôn thể hiện Độ bền mỏi cao hơn 15–25% hơn các vật đúc tương đương có cùng thành phần hợp kim.
Dòng hạt được kiểm soát
Trong một bộ phận được rèn, các đường dòng thớ - hay "đường sợi" - đi theo đường viền của hình dạng bộ phận, giống như thớ gỗ đi theo hình dạng của một cành cây. Điều này đặc biệt quan trọng đối với vật liệu rèn bằng thép hợp kim được sử dụng trong các bộ phận quay như trục khuỷu và phôi bánh răng, nơi hướng ứng suất chính thẳng hàng với dòng chảy của hạt, tối đa hóa độ bền và khả năng chống mỏi. Trục khuỷu nguyên thanh được gia công cắt ngang các đường dòng chảy của hạt, làm lộ ra các đặc tính ngang yếu hơn tại chính xác các vị trí chịu ứng suất cao.
Độ xốp và bao gồm đóng cửa
Thỏi đúc có độ xốp co ngót và lỗ chân lông khí. Lực nén trong quá trình rèn - mà trong máy ép thủy lực lớn có thể đạt tới 50.000–80.000 tấn - hàn các lỗ này lại và phân phối lại các tạp chất phi kim loại thành các chuỗi mịn hơn, phân tán hơn. Việc đóng các khoảng trống bên trong này được đo bằng tỷ lệ giảm rèn: tỷ lệ giảm 4: 1 thường là mức tối thiểu cần thiết để đảm bảo đóng đủ độ xốp, trong khi việc rèn thép hợp kim hàng không vũ trụ quan trọng thường chỉ định 6: 1 hoặc cao hơn.
Cải thiện đặc tính cơ học - Định lượng
Dữ liệu so sánh thép hợp kim 4340 ở trạng thái đúc và rèn minh họa sự cải thiện một cách cụ thể:
- Độ bền kéo: Đúc ~900 MPa so với rèn ~1.080 MPa (dập tắt và tôi luyện)
- Cường độ năng suất: Đúc ~700 MPa so với rèn ~980 MPa
- Tác động Charpy (theo chiều dọc): Đúc ~20 J so với rèn ~60–80 J
- Giới hạn mỏi (uốn quay): Đúc ~380 MPa so với rèn ~480 MPa
Những khác biệt này giải thích tại sao các bộ phận quan trọng về an toàn - mặt bích bình chịu áp, đĩa tuabin, trục trục ô tô - hầu như chỉ được sản xuất dưới dạng thép rèn hợp kim thay vì đúc.
Các loại quy trình rèn được sử dụng cho thép hợp kim
Không phải tất cả quá trình rèn đều giống nhau và quy trình được lựa chọn sẽ ảnh hưởng đáng kể đến cấu trúc vi mô, dung sai kích thước và giá thành của việc rèn thép hợp kim thành phẩm.
Rèn khuôn mở (Rèn miễn phí)
Phôi được nén giữa các khuôn phẳng hoặc có hình dạng đơn giản mà không có vỏ bọc đầy đủ. Quá trình này được sử dụng cho các bộ phận lớn, khối lượng thấp: trục lên đến chiều dài 15 mét , có đường kính vài mét, dùng làm khối cho bình áp lực hoặc đĩa tuabin. Việc rèn khuôn mở cho phép người vận hành định vị lại phôi nhiều lần, đạt được tỷ lệ giảm cao và độ bền bên trong tuyệt vời. Hầu hết các vật rèn bằng thép hợp kim dành cho phát điện (cánh quạt tuabin, trục máy phát điện) và công nghiệp nặng đều là vật rèn khuôn mở.
Rèn khuôn kín (Impression-Die)
Thép hợp kim được giới hạn trong các khoang khuôn có hình dạng buộc kim loại phải lấp đầy hình dạng của dấu ấn. Quá trình này phù hợp với các hình dạng có độ phức tạp trung bình với khối lượng lớn, chẳng hạn như thanh kết nối ô tô, phôi bánh răng, thân van và mặt bích. Dung sai kích thước của ±0,5 mm hoặc tốt hơn là có thể đạt được. Chi phí khuôn đúc cao - một bộ khuôn rèn cho thanh kết nối có thể có giá từ 50.000 đến 200.000 USD tùy thuộc vào kích thước và độ phức tạp - nhưng chi phí cho mỗi sản phẩm giảm mạnh nếu tính theo số lượng.
Vòng lăn
Một quy trình rèn chuyên dụng trong đó phôi rỗng được giảm dần độ dày thành và mở rộng đường kính giữa một cuộn được dẫn động và một cuộn chạy không tải. Cán vòng tạo ra các vòng liền mạch với dòng hạt theo chu vi liên tục, lý tưởng cho các vòng bi, mặt bích, vành bánh răng và vòi phun bình áp lực. Thép hợp kim rèn được sản xuất bằng cách cán vòng ở các loại như 4140, 4340 và F22 (2.25Cr-1Mo) là các thành phần tiêu chuẩn trong thiết bị đầu giếng dầu khí và hộp số công nghiệp.
Rèn đẳng nhiệt và gần đẳng nhiệt
Đối với các hợp kim có cửa sổ gia công nóng hẹp - bao gồm thép công cụ hợp kim cao, hợp kim titan và siêu hợp kim niken - khuôn được nung nóng đến gần nhiệt độ phôi để giảm thiểu độ dốc nhiệt và ngăn ngừa sự đông cứng sớm. Quá trình này tạo ra các cấu trúc vi mô đặc biệt nhất quán nhưng đòi hỏi phải có khuôn gia nhiệt (thường ở 900–1.100°C ) và tốc độ ép chậm hơn, làm tăng đáng kể chi phí. Các vật rèn đẳng nhiệt có hình dạng gần như lưới giảm thiểu dung sai gia công, điều này có giá trị khi bản thân hợp kim đắt tiền.
Xử lý nhiệt của Thép rèn hợp kim
Rèn đặt cấu trúc hạt; xử lý nhiệt xác định cấu trúc vi mô cuối cùng và tính chất cơ học. Đối với việc rèn thép hợp kim, ba trình tự xử lý chính là chuẩn hóa, làm nguội và ủ (Q&T) và ủ.
Bình thường hóa
Quá trình rèn được làm nóng đến 30–50°C trên nhiệt độ tới hạn trên (Ac3) và làm mát bằng không khí. Điều này giúp tinh chỉnh cấu trúc hạt, giảm bớt ứng suất rèn còn sót lại và tạo ra cấu trúc vi mô ngọc trai-ferit đồng nhất. Chuẩn hóa 4140 đạt được độ bền kéo xấp xỉ 655–860 MPa , thích hợp cho nhiều ứng dụng kết cấu mà không cần xử lý thêm. Chuẩn hóa cũng cải thiện khả năng gia công so với điều kiện được rèn.
Làm nguội và ủ
Q&T là phương pháp xử lý tiêu chuẩn cho việc rèn thép hợp kim đòi hỏi độ bền và độ dẻo dai tối đa. Việc rèn được austenit hóa (thường 840–870°C đối với hầu hết các loại Cr-Mo), sau đó được làm nguội nhanh trong dầu hoặc nước để tạo thành martensite, sau đó ủ ở nhiệt độ 540–650°C để giảm độ giòn trong khi vẫn giữ được phần lớn độ bền. Vật liệu rèn 4340 được tôi luyện ở 540°C đạt được độ bền kéo khoảng 1.470 MPa và cường độ chảy 1.172 MPa; ủ ở 650°C làm giảm độ bền xuống khoảng 1.030 MPa nhưng tăng độ bền va đập từ ~28 J lên ~80 J - một sự đánh đổi độ bền-độ dẻo dai cổ điển.
Giải pháp tôi luyện cho vật rèn bằng thép hợp kim không gỉ
Các sản phẩm rèn không gỉ Austenitic (304, 316, 321) yêu cầu ủ dung dịch ở 1.040–1.120°C tiếp theo là làm nguội nhanh bằng nước để hòa tan cacbua crom và khôi phục hoàn toàn khả năng chống ăn mòn. Nếu thép không gỉ austenit được làm lạnh từ từ trong phạm vi nhạy cảm (425–870°C) sau khi rèn, cacbua crom sẽ kết tủa ở các ranh giới hạt, làm cạn kiệt các vùng crom lân cận và khiến chúng dễ bị ăn mòn giữa các hạt - một hiện tượng được gọi là nhạy cảm. Ủ giải pháp thích hợp sẽ loại bỏ nguy cơ này.
Lượng mưa cứng lại (Lão hóa)
Áp dụng cho thép không gỉ làm cứng kết tủa (17-4 PH, 15-5 PH) và thép kết tủa, quá trình lão hóa liên quan đến việc giữ quá trình rèn ở nhiệt độ cụ thể - thường là 480–620°C — để kết tủa các hợp chất liên kim loại mịn (kết tủa giàu đồng ở 17-4 PH; Ni₃Mo, Ni₃Ti trong thép kết tủa) ngăn chặn chuyển động trật khớp và tăng độ cứng và độ bền. 17-4 PH ở điều kiện H900 (ở nhiệt độ 482°C) đạt được độ bền kéo 1.310 MPa và hiệu suất 1.170 MPa, có khả năng chống ăn mòn tốt - khiến nó trở nên phổ biến trong việc rèn thép hợp kim kết cấu hàng không vũ trụ trong đó vấn đề giảm trọng lượng.
Tiêu chuẩn kiểm tra và chất lượng đối với thép hợp kim rèn
Bởi vì việc rèn thép hợp kim thường rất quan trọng về mặt an toàn nên yêu cầu về chất lượng rất cao và thường được xác định theo tiêu chuẩn ngành, thông số kỹ thuật của khách hàng và quy tắc.
Các tiêu chuẩn và thông số kỹ thuật liên quan
- ASTM A105 - Thép hợp kim thép cacbon rèn cho các bộ phận đường ống ở nhiệt độ môi trường
- ASTM A182 - Mặt bích và phụ kiện ống thép không gỉ và hợp kim rèn hoặc cán cho dịch vụ nhiệt độ cao
- ASTM A336 - Thép hợp kim rèn cho các bộ phận chịu áp suất và nhiệt độ cao
- ASTM A508 - Thép hợp kim được tôi và tôi luyện cho các bình chịu áp lực, kể cả bình chứa lò phản ứng hạt nhân
- AMS 6415 / AMS 6414 - Thông số kỹ thuật rèn thép hợp kim hàng không vũ trụ cho loại 4340
- EN 10250 - Tiêu chuẩn Châu Âu về rèn thép khuôn hở cho các mục đích kỹ thuật chung
- API 6A — Thiết bị đầu giếng và cây Giáng sinh, bao gồm thân van và ống cuộn rèn bằng thép hợp kim
Phương pháp kiểm tra không phá hủy
Việc rèn thép hợp kim lớn thường xuyên phải tuân theo nhiều phương pháp đánh giá không phá hủy (NDE):
- Kiểm tra siêu âm (UT) — Phát hiện các khuyết tật bên trong (độ xốp, tạp chất, vòng) bằng sóng âm thanh tần số cao. Độ nhạy thường được hiệu chỉnh để phát hiện các gương phản xạ lỗ đáy phẳng (FBH) có đường kính nhỏ tới 1,6 mm đối với các bộ phận hàng không vũ trụ.
- Kiểm tra hạt từ tính (MPI) — Phát hiện sự không liên tục trên bề mặt và gần bề mặt trong quá trình rèn thép hợp kim sắt từ bằng cách áp dụng từ trường và bột sắt hoặc các hạt huỳnh quang.
- Kiểm tra thâm nhập chất lỏng (PT) — Được sử dụng để rèn thép hợp kim không sắt từ để phát hiện các khuyết tật bề mặt.
- Kiểm tra chụp ảnh phóng xạ (RT) — Kiểm tra bằng tia X hoặc tia gamma đối với các vật rèn hình học phức tạp trong đó khả năng truy cập UT bị hạn chế.
Việc xác minh đặc tính cơ học - độ bền kéo, độ chảy, độ giãn dài, giảm diện tích, tác động Charpy - luôn được yêu cầu từ các phiếu thử nghiệm đại diện về nhiệt. Khảo sát độ cứng tại nhiều địa điểm xác nhận tính đồng nhất của xử lý nhiệt thông qua mặt cắt rèn.
Rèn thép hợp kim trên các ngành công nghiệp chính
Nhu cầu rèn thép hợp kim được phân bổ rộng rãi trong các ngành công nghiệp nặng, mỗi ngành có sở thích hợp kim riêng biệt do môi trường vận hành.
Dầu khí
Cây Giáng sinh đầu giếng, thân van, mặt bích và trục đầu nối dưới biển được sản xuất dưới dạng thép hợp kim rèn ở các cấp như F22 (2.25Cr-1Mo), F91 (9Cr-1Mo) và thép không gỉ song công 2205. Các bộ phận dưới biển phải chịu được áp suất lên tới 15.000 psi và nhiệt độ từ –29°C đến 180°C trong khi vẫn có khả năng chống nứt do ứng suất sulfua (SSC) do H₂S gây ra. NACE MR0175 / ISO 15156 chỉ định giới hạn độ cứng tối đa (thường Tối đa 22 HRC ) để rèn thép hợp kim trong môi trường dịch vụ chua để ngăn chặn SSC.
Phát điện
Rôto tuabin hơi, trục máy phát điện và thân van cho các nhà máy điện than, khí đốt và điện hạt nhân đại diện cho một số vật liệu rèn bằng thép hợp kim lớn nhất và đòi hỏi khắt khe nhất được chế tạo. Một rôto tuabin áp suất thấp cho tuabin hơi 1.000 MW có thể nặng hơn 70 tấn và yêu cầu 100 giờ kiểm tra siêu âm. Các loại được sử dụng bao gồm 26NiCrMoV14-5, 30CrMoV9, và đối với các nhà máy siêu tới hạn, thép Cr biến đổi 9–12% (P91, P92, CB2).
Hàng không vũ trụ và quốc phòng
Thiết bị hạ cánh, piston truyền động, vách ngăn kết cấu và giá đỡ động cơ được sản xuất dưới dạng thép hợp kim rèn ở 4340, 300M (4340 đã được sửa đổi với silicon và vanadi cao hơn), Aermet 100 và 17-4 PH. 300M đạt được độ bền kéo vượt quá 1.930 MPa với độ bền gãy tốt (KIC > 66 MPa√m), khiến nó trở thành vật liệu thiết bị hạ cánh tiêu chuẩn cho máy bay thương mại và quân sự. Tất cả các vật liệu rèn bằng thép hợp kim hàng không vũ trụ đều phải tuân theo các yêu cầu truy xuất nguồn gốc nguyên liệu đầy đủ từ nhiệt nóng chảy đến bộ phận hoàn thiện.
Ô tô và thiết bị nặng
Trục khuỷu, thanh truyền, trục cam, tay lái, trục bánh xe và bánh răng vi sai đều được sản xuất dưới dạng rèn thép hợp kim kín. Thị trường rèn ô tô toàn cầu đã vượt quá 80 tỷ USD vào năm 2023, với thép hợp kim đại diện cho phân khúc có khối lượng lớn nhất. Các loại HSLA vi hợp kim (thép chứa vanadi 1548, thép chứa niobi) đã giành được thị phần vì chúng đạt được độ bền cần thiết sau khi làm mát được kiểm soát từ nhiệt độ rèn mà không cần bước Q&T riêng biệt — giảm mức tiêu thụ năng lượng và chi phí sản xuất.
Khai thác mỏ và xây dựng
Răng gầu, búa nghiền, môi gáo xẻng và mũi khoan dùng cho các ứng dụng khai thác mỏ sử dụng thép rèn hợp kim ở cấp độ chịu mài mòn. Thép hợp kim crom-molypden có lượng carbon trung bình cao (0,35–0,50% C) được xử lý nhiệt ở 400–500 HB là loại thép điển hình cho máy nghiền búa. Mũi khoan quay sử dụng thép hợp kim rèn loại 4145H hoặc loại 4145 đã được sửa đổi, được xử lý nhiệt để đáp ứng các yêu cầu Thông số kỹ thuật API 7-1 cho các kết nối dụng cụ hạ cấp.
Cách chọn thép hợp kim phù hợp cho các bộ phận rèn
Lựa chọn thép hợp kim để rèn là một quyết định kỹ thuật đa biến. Khung sau đây bao gồm các tiêu chí lựa chọn quan trọng nhất.
Bước 1: Xác định trạng thái ứng suất và mức cường độ yêu cầu
Chịu kéo, mỏi, xoắn hoặc tải trọng tác động? Một trục quay nhận thấy sự uốn cong và xoắn theo chu kỳ - độ bền mỏi chi phối, chỉ ra vật liệu rèn bằng thép hợp kim sạch có thớ mịn và độ sạch cao. Vỏ bình chịu áp lực chịu ứng suất kéo hai trục ở nhiệt độ cao - khả năng chống rão và độ bền đứt gãy chi phối, chỉ vào các loại Cr-Mo như F22 hoặc F91.
Bước 2: Đánh giá môi trường
Việc rèn có tiếp xúc với chất lỏng ăn mòn, khí chua, nước biển hoặc khí oxy hóa ở nhiệt độ cao không? Dịch vụ chua đòi hỏi giới hạn độ cứng và tuân thủ NACE. Môi trường biển có thể yêu cầu rèn thép hợp kim không gỉ song công. Môi trường oxy hóa nhiệt độ cao đòi hỏi hàm lượng crom trên 9% để có khả năng chống oxy hóa đầy đủ.
Bước 3: Xem xét kích thước phần và độ cứng
Trục có đường kính 25 mm có thể được làm cứng hoàn toàn bằng loại 4140 đơn giản. Quá trình rèn có đường kính 500 mm yêu cầu loại có độ cứng cao hơn nhiều — 4340, hoặc lý tưởng nhất là biến thể được tăng cường niken — để đảm bảo lõi đạt được độ cứng mục tiêu sau khi tôi. Biểu đồ độ cứng Grossmann và dữ liệu làm nguội cuối của Jominy cho các loại ứng cử viên là những công cụ chính cho phân tích này.
Bước 4: Đánh giá khả năng hàn
Nếu vật rèn sẽ được hàn vào đường ống hoặc tấm, thì lượng cacbon tương đương (CE) sẽ chi phối nguy cơ nứt do hydro gây ra. Công thức IIW CE = C Mn/6 (Cr Mo V)/5 (Ni Cu)/15 phải ở dưới đây 0,40% đối với mối hàn không cần gia nhiệt trước; các cấp trên mức này yêu cầu làm nóng trước, kiểm soát nhiệt độ giữa các lớp và xử lý nhiệt sau hàn (PWHT), làm tăng thêm chi phí và tiến độ.
Bước 5: Yếu tố về khả năng gia công và chi phí
Các loại hợp kim cao và độ cứng cao gia công chậm hơn và mài mòn dụng cụ nhanh hơn, làm tăng chi phí gia công trên mỗi bộ phận. Khoảng 4140 máy nhanh hơn 40% hơn 4340 trong cùng điều kiện xử lý nhiệt. Thép công cụ và các loại thép không gỉ hợp kim cao yêu cầu dụng cụ cacbua xuyên suốt. Tổng chi phí của việc rèn thép hợp kim bao gồm nguyên liệu thô, rèn, xử lý nhiệt, gia công và kiểm tra - và việc lựa chọn hợp kim ảnh hưởng đến tất cả những điều này.
Xu hướng mới nổi trong rèn thép hợp kim
Ngành công nghiệp rèn thép hợp kim không tĩnh. Sự phát triển vật chất và đổi mới quy trình tiếp tục mở rộng những gì có thể đạt được.
Thép HSLA vi hợp kim thay thế các loại Q&T
Các loại hợp kim thấp cường độ cao (HSLA) có chứa lượng bổ sung nhỏ vanadi (0,06–0,12%), niobium (0,03–0,06%) hoặc titan đạt được giới hạn chảy 550–700 MPa ngay sau khi làm nguội được kiểm soát từ nhiệt độ rèn, loại bỏ chu trình tôi và tôi riêng biệt. Điều này giúp tiết kiệm năng lượng, giảm nguy cơ biến dạng và rút ngắn thời gian thực hiện. Việc áp dụng thanh kết nối ô tô và dầm trục xe tải đã nhanh chóng.
Luyện kim sạch và chân không
Nhu cầu về tuổi thọ mỏi cao hơn trong các ứng dụng năng lượng và hàng không vũ trụ đang thúc đẩy các nhà sản xuất rèn thép hợp kim hướng tới nấu chảy cảm ứng chân không (VIM), sau đó là nấu chảy lại hồ quang chân không (VAR) hoặc nấu chảy lại bằng điện xỉ (ESR). Thép hợp kim nóng chảy kép VIM VAR đạt hàm lượng oxy dưới đây 10 trang/phút và lưu huỳnh dưới 5 ppm, so với 20–30 ppm oxy trong lò hồ quang điện tiêu chuẩn cộng với sản xuất tinh chế bằng muôi. Việc giảm lượng tạp chất phi kim loại trực tiếp giúp cải thiện tuổi thọ mỏi ở chu kỳ cao - đôi khi theo hệ số 2–3×.
Phát triển rèn dựa trên mô phỏng
Mô hình phần tử hữu hạn (FEM) của các quy trình rèn bằng phần mềm như DEFORM, FORGE hoặc Simufact hiện cho phép các kỹ sư rèn dự đoán dòng chảy kim loại, phân bố biến dạng, tiến triển nhiệt độ và điền khuôn trước bất kỳ thử nghiệm vật lý nào. Điều này làm giảm số lượng thử nghiệm rèn cần thiết cho các thiết kế rèn thép hợp kim mới từ 5–10 lần lặp xuống còn 1–2 trong nhiều trường hợp, giảm đáng kể chi phí phát triển và thời gian đưa ra thị trường.
Thực hành rèn bền vững
Sản xuất thép bằng lò hồ quang điện (EAF) sử dụng phế liệu đã chiếm ưu thế trong sản xuất thép hợp kim. Làn sóng tiếp theo liên quan đến việc thay thế hệ thống sưởi bằng đốt khí tự nhiên bằng hệ thống sưởi cảm ứng hoặc lò điện trở để sưởi phôi, giảm lượng khí thải CO₂ phạm vi 1 từ nhà máy rèn. Một số công ty rèn châu Âu đã cam kết mục tiêu trung hòa carbon vào năm 2040 , với điện khí hóa hệ thống sưởi làm đòn bẩy chính. Đồng thời, việc rèn gần dạng lưới - giảm thiểu vật liệu bị loại bỏ trong gia công - giảm lãng phí vật liệu, điều này rất quan trọng do giá thành của thép hợp kim đặc biệt.