Sự khác biệt cốt lõi giữa thép không gỉ 316 và 316L nằm ở hàm lượng carbon. 316 chứa tới 0,08% carbon, trong khi 316L là biến thể có hàm lượng carbon thấp được giới hạn ở mức 0,03% carbon. Khoảng cách dường như nhỏ đó có những hậu quả đáng kể đối với tính toàn vẹn của mối hàn, khả năng chống ăn mòn và tuổi thọ sử dụng - đặc biệt là trong xử lý hóa chất, môi trường biển và sản xuất thiết bị y tế. Đối với vật liệu rèn bằng thép không gỉ, sự phân biệt này thường quyết định loại nào được chỉ định ở giai đoạn kỹ thuật.
Hàm lượng carbon: Nguồn gốc của mọi sự khác biệt
Cả hai loại đều thuộc họ thép không gỉ austenit và có chung các thành phần hợp kim danh nghĩa như crom (16–18%), niken (10–14%) và molypden (2–3%). Molypden là thứ phân biệt họ 316 với loại 304 phổ biến hơn - nó cải thiện đáng kể khả năng chống rỗ clorua và ăn mòn kẽ hở, khiến hợp kim dòng 316 trở thành lựa chọn tiêu chuẩn cho cơ sở hạ tầng ven biển, xử lý hóa chất và thiết bị dược phẩm.
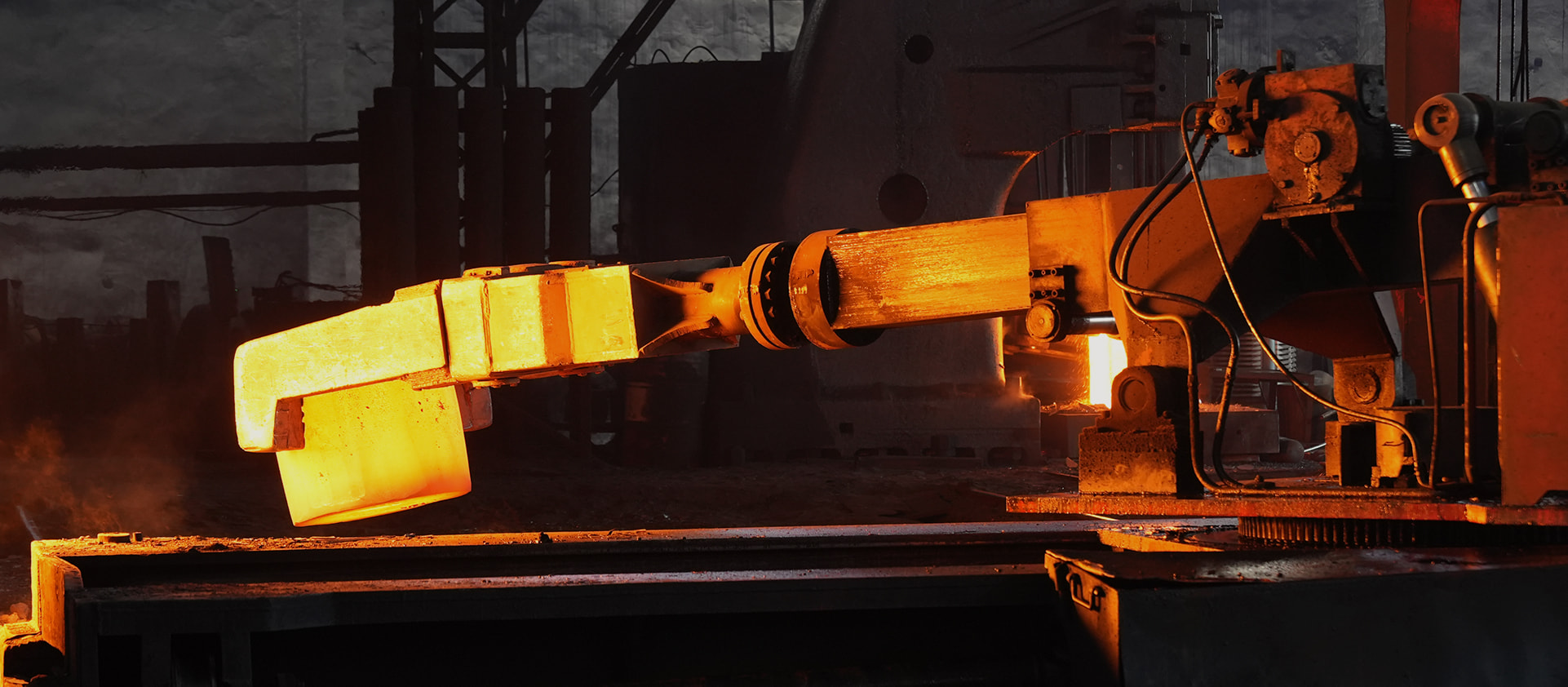
Sự khác biệt giữa 316 và 316L hoàn toàn bắt nguồn từ lượng carbon được phép tan chảy. Carbon trong thép không gỉ austenit không trung tính: ở nhiệt độ cao, chẳng hạn như nhiệt độ đạt được trong quá trình hàn hoặc rèn nóng, carbon di chuyển đến các ranh giới hạt và kết hợp với crom để tạo thành cacbua crom. Quá trình này - được gọi là sự nhạy cảm - làm cạn kiệt ma trận crom xung quanh, khiến những vùng đó có ngưỡng crom dưới 10,5% cần thiết cho sự hình thành màng thụ động. Kết quả là sự ăn mòn giữa các hạt trong vùng ảnh hưởng nhiệt.
Mức carbon tối đa 0,03% của 316L là quá thấp để có thể xảy ra lượng mưa cacbua đáng kể, ngay cả sau khi tiếp xúc với nhiệt kéo dài. Điều này làm cho nó trở thành sự lựa chọn an toàn hơn bất cứ khi nào có liên quan đến hàn hoặc bất cứ nơi nào bộ phận sẽ có nhiệt độ sử dụng trong khoảng từ 425°C đến 860°C (797°F–1580°F) — phạm vi nhạy cảm.
- Cacbon: ≤ 0,08%
- Độ bền kéo cao hơn
- Nguy cơ mẫn cảm sau khi hàn
- Chi phí mỗi kg thấp hơn
- Thích hợp cho các bộ phận được gia công hoặc không hàn
- Cacbon: ≤ 0,03%
- Khả năng chống ăn mòn vùng hàn tuyệt vời
- Không gây mẫn cảm ở vùng chịu ảnh hưởng nhiệt
- Ưu tiên cho các tổ hợp chế tạo
- Tiêu chuẩn dùng trong y tế và dược phẩm
Tính chất cơ học và hóa học song song
Bảng dưới đây thể hiện sự so sánh đầy đủ về thành phần và cơ học theo tiêu chuẩn ASTM A276 và ASTM A182, tiêu chuẩn này chi phối phôi thép thanh và thép không gỉ tương ứng.
| Tài sản | 316 | 316L |
|---|---|---|
| Cacbon (tối đa%) | 0.08 | 0.03 |
| Crom (%) | 16,0 – 18,0 | 16,0 – 18,0 |
| Niken (%) | 10,0 – 14,0 | 10,0 – 14,0 |
| Molypden (%) | 2,0 – 3,0 | 2,0 – 3,0 |
| Độ bền kéo (MPa tối thiểu) | 515 | 485 |
| Sức mạnh năng suất (MPa tối thiểu) | 205 | 170 |
| Độ giãn dài (tối thiểu%) | 40 | 40 |
| Độ cứng (Brinell tối đa) | 217 | 217 |
| Mật độ (g/cm³) | 7.99 | 7.99 |
| Rủi ro nhạy cảm | Có (425–860°C) | không đáng kể |
Lưu ý rằng độ bền kéo của 316 được đánh giá ở mức tối thiểu là 515 MPa so với 485 MPa đối với 316L. Sự khác biệt 6% này là hậu quả trực tiếp của hàm lượng carbon thấp hơn trong 316L làm giảm độ bền của dung dịch rắn. Trong các ứng dụng kết cấu yêu cầu khả năng chịu tải hoàn toàn và không cần hàn, tiêu chuẩn 316 có thể mang lại lợi thế về độ bền khiêm tốn. Tuy nhiên, trong hầu hết các thành phần được chế tạo và rèn thép không gỉ dành cho những môi trường khắc nghiệt, mức độ bền nhỏ đó sẽ vượt trội hơn nhờ lợi ích chống ăn mòn của 316L.