Thép hợp kim mạnh hơn đáng kể so với thép carbon trơn. Tùy thuộc vào loại và điều kiện xử lý nhiệt, độ bền kéo của thép hợp kim dao động từ 600 MPa đến hơn 1900 MPa , với cường độ chảy từ khoảng 415 MPa đến 1600 MPa hoặc cao hơn. Khi được sản xuất dưới dạng thép rèn hợp kim, các giá trị này được tăng cường hơn nữa nhờ quá trình sàng lọc hạt và cấu trúc sợi định hướng mà quá trình rèn tạo ra - thường mang lại độ bền mỏi tốt hơn 10–30% so với cùng một hợp kim ở dạng đúc hoặc cán.
Từ "thép hợp kim" bao gồm một nhóm thép rộng. Điều hợp nhất chúng là việc bổ sung có chủ ý các nguyên tố hợp kim - crom, molypden, niken, vanadi, mangan, silicon hoặc sự kết hợp của những nguyên tố này - ở mức cao hơn mức mà thép carbon tiêu chuẩn chứa. Mỗi chất bổ sung phục vụ một mục đích cụ thể: crom tăng độ cứng và khả năng chống ăn mòn, molypden cải thiện độ bền nhiệt độ cao và ngăn ngừa hiện tượng giòn nóng, niken tăng cường độ dẻo dai ở nhiệt độ thấp và vanadi tinh chỉnh kích thước hạt đồng thời tăng khả năng chống mài mòn. Hiệu ứng tổng hợp là một loại vật liệu vượt trội hơn thép carbon ở hầu hết các hạng mục cơ khí, với chi phí giá nguyên liệu thô cao hơn và yêu cầu xử lý nhiệt khắt khe hơn.
Con số về độ bền của thép hợp kim: Dữ liệu thực tế cho thấy điều gì
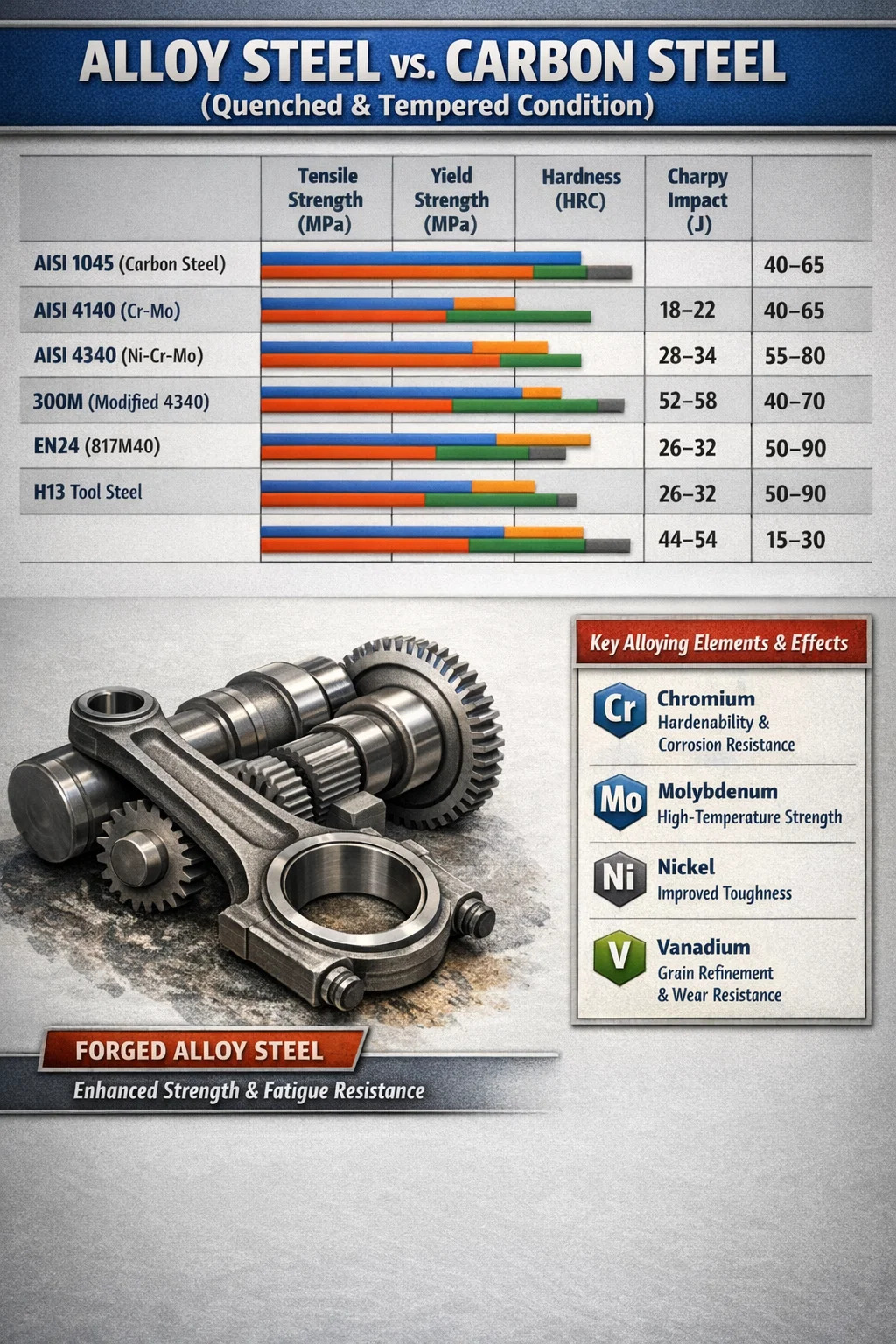
Dữ liệu đặc tính cơ học của thép hợp kim thay đổi đáng kể tùy thuộc vào loại, kích thước tiết diện và điều kiện xử lý nhiệt. Bảng dưới đây so sánh một số loại thép hợp kim được sử dụng rộng rãi trong các điều kiện xử lý nhiệt điển hình của chúng cùng với thép cacbon tham chiếu trong bối cảnh.
| lớp | Độ bền kéo (MPa) | Sức mạnh năng suất (MPa) | Độ cứng (HRC) | Tác động Charpy (J) |
|---|---|---|---|---|
| AISI 1045 (thép cacbon, Q&T) | 570–700 | 380–520 | 18–22 | 40–65 |
| AISI 4140 (Cr-Mo, Q&T) | 900–1100 | 655–965 | 28–34 | 55–80 |
| AISI 4340 (Ni-Cr-Mo, Q&T) | 1100–1450 | 980–1380 | 35–44 | 40–70 |
| 300M (sửa đổi 4340) | 1930–2000 | 1585–1655 | 52–58 | 34–54 |
| EN24 (817M40, Ni-Cr-Mo) | 850–1000 | 700–850 | 26–32 | 50–90 |
| Thép công cụ H13 (gia công nóng) | 1200–1600 | 1000–1380 | 44–54 | 15–30 |
Những số liệu này dành cho thanh tiêu chuẩn hoặc rèn có tiết diện dưới 100mm. Các phần lớn hơn sẽ có đặc tính thấp hơn vì độ cứng hạn chế mức độ phát triển đồng đều của cấu trúc vi mô thông qua vật liệu dày - một yếu tố đặc biệt rõ rệt ở thép cacbon và ít nghiêm trọng hơn ở các loại hợp kim cao như 4340.
tại sao Thép rèn hợp kim Mạnh hơn thép hợp kim đúc hoặc cán
Quá trình rèn thực hiện một số thao tác mà cả quá trình đúc và cán đều không sao chép hoàn toàn: nó buộc thép phải chịu biến dạng dẻo có kiểm soát khi còn nóng, giúp đóng lại độ xốp bên trong, tinh chỉnh kích thước hạt và tạo ra dòng hạt liên tục theo hình dạng của bộ phận hoàn thiện. Trong rèn thép hợp kim, sự kết hợp này tạo ra các tính chất cơ học vượt xa những gì hợp kim tương tự đạt được ở các dạng sản phẩm khác.
Sự khác biệt thực tế có thể đo lường được. Các so sánh được công bố giữa thép hợp kim 4340 được rèn và đúc cho thấy phiên bản được rèn thường đạt được:
- Độ bền mỏi cao hơn 20–30% khi chịu tải theo chu kỳ
- Khả năng chống va đập tốt hơn 15–25% (Năng lượng hấp thụ Charpy)
- Cải thiện độ dẻo và giảm diện tích trong thử nghiệm độ bền kéo
- Tính nhất quán cao hơn giữa các mẫu thử được lấy từ các vị trí khác nhau trong cùng một bộ phận
Lợi thế về dòng hạt đặc biệt quan trọng đối với các bộ phận chịu tải xen kẽ hoặc tải sốc. Thanh kết nối hoặc trục khuỷu bằng thép hợp kim rèn có dòng hạt không bị gián đoạn qua bán kính phi lê - chính xác là nơi bắt đầu xuất hiện vết nứt mỏi. Vật đúc tương đương có hướng hạt ngẫu nhiên tại những vị trí quan trọng đó, đó là lý do tại sao các kỹ sư ô tô và hàng không vũ trụ chỉ định vật rèn bằng thép hợp kim thay vì vật đúc cho các ứng dụng mỏi chu kỳ cao.
Các vật rèn bằng thép hợp kim khuôn kín luôn đáp ứng hoặc vượt mức tối thiểu về đặc tính cơ học được quy định trong các tiêu chuẩn ASTM A668, EN 10250 và AMS, trong khi các vật đúc có thành phần giống hệt nhau về mặt danh nghĩa thường yêu cầu hạ cấp hoặc điều chỉnh hệ số an toàn để duy trì trong giới hạn thiết kế.
Vai trò của các nguyên tố hợp kim trong độ bền của thép hợp kim
Mỗi nguyên tố hợp kim trong thép ảnh hưởng đến độ bền thông qua các cơ chế luyện kim riêng biệt. Việc hiểu các cơ chế này giải thích tại sao các kết hợp hợp kim nhất định được sử dụng cho các mục tiêu cường độ cụ thể.
Crom (Cr)
Crom được thêm vào thép hợp kim với nồng độ từ 0,5% đến 18% (phạm vi trên là lãnh thổ của thép không gỉ). Trong kết cấu và thép hợp kim rèn, 0,5–1,5% crom làm tăng đáng kể độ cứng - có nghĩa là thép có thể được làm cứng hoàn toàn ở kích thước tiết diện lớn hơn sau khi tôi. Nó cũng tạo thành các cacbua ổn định giúp cải thiện khả năng chống mài mòn và nâng cao khả năng chống tôi luyện của thép, điều này rất quan trọng khi việc rèn sẽ được tôi luyện ở nhiệt độ cao hơn để đáp ứng các yêu cầu về độ dẻo dai mà không mất quá nhiều sức mạnh.
Molypden (Mo)
Molypden là một trong những chất làm cứng hiệu quả nhất trên mỗi đơn vị trọng lượng được thêm vào. Ngay cả 0,15–0,30% Mo cũng tạo ra sự thay đổi đáng kể trong biểu đồ TTT (biến đổi nhiệt độ theo thời gian), cho phép tốc độ làm nguội chậm hơn mà vẫn đạt được sự biến đổi martensite hoàn toàn trong quá trình rèn thép hợp kim lớn. Molypden cũng ngăn chặn hiện tượng giòn do nhiệt độ - một dạng suy yếu ranh giới hạt ảnh hưởng đến thép Ni-Cr được tôi luyện trong phạm vi 375–575°C - làm cho các loại chịu lực Mo như 4140 và 4340 trở nên đáng tin cậy hơn cho các ứng dụng có tiết diện nặng.
Niken (Ni)
Niken tăng độ dẻo dai trong phạm vi nhiệt độ rộng, bao gồm cả nhiệt độ dưới 0, nơi hầu hết các loại thép cacbon và hợp kim thấp hơn trở nên giòn. Quá trình chuyển đổi từ đứt gãy dẻo sang gãy giòn (DBTT) đối với thép niken 9% có thể bị đẩy xuống dưới -196°C, đó là lý do tại sao thép hợp kim niken được chỉ định cho các bình chịu áp lực đông lạnh và kho chứa LNG. Ở mức 1,8% Ni được tìm thấy ở 4340, lợi ích chính là cải thiện độ bền khi gãy mà không làm giảm cường độ năng suất - sự kết hợp khiến thép hợp kim 4340 trở thành lựa chọn tiêu chuẩn cho thiết bị hạ cánh máy bay, vũ khí và các bộ phận hệ thống truyền động hiệu suất cao.
Vanadi (V)
Vanadi là một nhà máy tinh chế ngũ cốc mạnh và là nhà sản xuất cacbua. Ở nồng độ thấp tới 0,05–0,15%, nó ghim các ranh giới hạt austenite trong quá trình nung, tạo ra kích thước hạt mịn hơn sau khi xử lý nhiệt. Hạt mịn hơn có nghĩa là cường độ năng suất cao hơn (mối quan hệ Hall-Petch) và đồng thời độ dẻo dai được cải thiện - một sự kết hợp hiếm có. Vanadi là trọng tâm trong thiết kế thép rèn vi hợp kim (chẳng hạn như 38MnVS6), trong đó nó mang lại độ cứng kết tủa trong quá trình làm mát có kiểm soát, cho phép hợp kim đáp ứng các yêu cầu về cường độ mà không cần chu trình tôi và tôi riêng biệt.
Mangan (Mn)
Mangan có trong tất cả các loại thép hợp kim nhưng được nâng cao hơn mức cơ bản của thép cacbon (thường là 0,6–1,8% Mn ở các loại hợp kim) để tăng độ cứng và độ bền kéo thông qua việc tăng cường dung dịch rắn. Nó cũng kết hợp với lưu huỳnh để tạo thành các thể vùi MnS, có lợi cho khả năng gia công. Mức mangan rất cao (trên 12%) tạo ra thép austenit cứng lại cực kỳ nhanh - một đặc tính hoàn toàn khác được sử dụng trong các tấm chịu mài mòn và các bộ phận máy nghiền thay vì rèn thép hợp kim chính xác.
Cách xử lý nhiệt xác định độ bền cuối cùng của vật liệu rèn thép hợp kim
Điều kiện như được rèn hiếm khi là trạng thái cuối cùng đối với việc rèn thép hợp kim được sử dụng trong dịch vụ kết cấu. Xử lý nhiệt sau khi rèn kiểm soát cấu trúc vi mô cuối cùng - và cùng với đó là sự cân bằng giữa độ bền, độ cứng và độ dẻo dai. Việc rèn 4140 tương tự có thể được cung cấp ở độ bền kéo từ 700 MPa (ủ) đến hơn 1400 MPa (làm cứng hoàn toàn và tôi luyện ở nhiệt độ thấp), tùy thuộc hoàn toàn vào quá trình xử lý nhiệt sau rèn được chỉ định.
Làm dịu và nóng nảy (Q&T)
Đây là phương pháp xử lý nhiệt phổ biến nhất để rèn thép hợp kim. Quá trình rèn được austenit hóa (thường ở 830–870°C đối với 4140, 800–845°C đối với 4340), được làm nguội trong dầu hoặc nước để tạo thành martensite, sau đó được tôi luyện ở nhiệt độ được kiểm soát trong khoảng 150°C đến 650°C. Nhiệt độ ủ là biến số chính kiểm soát độ bền cuối cùng: ủ ở 200°C mang lại độ cứng tối đa nhưng độ bền va đập kém; ủ ở 600°C hy sinh một số sức mạnh nhưng tạo ra độ dẻo dai tuyệt vời. Vật liệu rèn 4340 được tôi luyện ở 315°C đạt được độ bền kéo khoảng 1650 MPa; cùng một vật rèn được tôi luyện ở nhiệt độ 595°C giảm xuống khoảng 1000 MPa nhưng mang lại giá trị năng lượng va đập cao hơn ba lần.
Bình thường hóa và điều hòa
Bình thường hóa - làm mát không khí từ nhiệt độ austenit hóa thay vì làm nguội - tạo ra cấu trúc vi mô peclit hoặc bainit với độ bền thấp hơn Q&T nhưng có đặc tính đồng đều hơn trên các mặt cắt ngang lớn. Đối với các vật liệu rèn bằng thép hợp kim rất lớn như trục tuabin hoặc mặt bích bình chịu áp lực trong đó việc làm cứng xuyên suốt là không thể thực hiện được, chuẩn hóa và tôi luyện là phương pháp xử lý nhiệt tiêu chuẩn, đạt được độ bền kéo trong phạm vi 700–900 MPa đối với các loại như 4140 ở các phần nặng.
Lượng mưa cứng lại và lão hóa
Một số loại thép hợp kim - đặc biệt là thép maraging và các loại không gỉ làm cứng kết tủa - đạt được độ bền vượt trội không phải thông qua sự hình thành martensite mà thông qua sự kết tủa của các hợp chất liên kim loại mịn trong quá trình xử lý lão hóa có kiểm soát ở 480–510°C. Việc rèn thép hợp kim Maraging 350 có thể đạt cường độ năng suất 2400 MPa thông qua cơ chế này, đây vẫn là phạm vi cường độ cao nhất có thể đạt được trong bất kỳ sản phẩm thép nào được sản xuất ở quy mô thương mại và được sử dụng trong các ứng dụng kết cấu.
Độ bền của thép hợp kim so với các vật liệu khác: So sánh trực tiếp
Đặt độ bền của thép hợp kim trong bối cảnh so với các vật liệu kết cấu khác giúp giải thích lý do tại sao nó vẫn là lựa chọn chủ yếu trong các ứng dụng rèn đòi hỏi khắt khe mặc dù có sẵn hợp kim titan, hợp kim nhôm và vật liệu tổng hợp tiên tiến.
| Chất liệu | Độ bền kéo (MPa) | Sức mạnh năng suất (MPa) | Mật độ (g/cm³) | Cường độ riêng (MPa·cm³/g) |
|---|---|---|---|---|
| Thép hợp kim 4340 (Q&T) | 1100–1450 | 980–1380 | 7.85 | 140–185 |
| Thép cacbon 1045 (Q&T) | 570–700 | 380–520 | 7.85 | 73–89 |
| Titan Ti-6Al-4V (giả mạo) | 930–1170 | 880–1100 | 4.43 | 210–264 |
| Nhôm 7075-T6 (rèn) | 500–570 | 430–500 | 2.81 | 178–203 |
| Gang xám | 170–250 | Không áp dụng (giòn) | 7.20 | 24–35 |
Trên cơ sở sức mạnh tuyệt đối, thép hợp kim có khả năng cạnh tranh với titan và vượt xa nhôm và gang. Trên cơ sở cường độ cụ thể (cường độ trên một đơn vị trọng lượng), titan và nhôm cường độ cao vượt trội hơn thép hợp kim, đó là lý do tại sao các thiết kế hàng không vũ trụ sử dụng titan trong đó trọng lượng là động lực chính. Tuy nhiên, Việc rèn thép hợp kim mang lại lợi thế về chi phí cho mỗi đơn vị độ bền mà titan không thể sánh được ở quy mô lớn và mô đun đàn hồi cao hơn của chúng (200 GPa so với 114 GPa đối với titan) có nghĩa là độ lệch dưới tải ít hơn - rất quan trọng đối với máy móc, bánh răng chính xác và bất kỳ ứng dụng nào có độ ổn định kích thước dưới tác dụng của ứng suất.
Ảnh hưởng kích thước phần đến độ bền rèn thép hợp kim
Một trong những khía cạnh thực tế quan trọng nhất và bị đánh giá thấp của độ bền thép hợp kim là nó bị suy giảm như thế nào khi kích thước tiết diện ngày càng tăng. Độ cứng - khả năng thép được làm cứng thành martensite hoàn toàn trong suốt mặt cắt ngang của nó - xác định mức độ bền tối đa theo lý thuyết thực sự có thể đạt được trong một thành phần thực.
Thép carbon 1045 có độ cứng rất hạn chế. Ở một thanh có đường kính 25 mm, khi nguội trong nước sẽ tạo ra cấu trúc vi mô martensitic gần như hoàn toàn và gần đạt độ bền tối đa. Trong một thanh có đường kính 100mm, lõi nguội đi quá chậm để chuyển thành martensite, vẫn ở dạng ngọc trai thô với độ bền kéo thấp hơn bề mặt 30–40%. Với đường kính 200mm, ngay cả bề mặt của thanh 1045 cũng có thể được làm cứng không hoàn toàn.
Thép hợp kim 4140 có bổ sung crom và molypden duy trì độ cứng tốt hơn đáng kể. Có thể đạt được quá trình đông cứng đến martensite đồng nhất với đường kính khoảng 75 mm trong quá trình tôi dầu. 4340, với hàm lượng niken được bổ sung, mở rộng phạm vi này lên 100 mm hoặc hơn trong quá trình làm nguội dầu. Đối với thép hợp kim rèn trên 200mm ở mặt cắt quan trọng, các loại được thiết kế đặc biệt cho các mặt cắt lớn - chẳng hạn như 26NiCrMoV14-5 hoặc 34CrNiMo6 - được yêu cầu để đảm bảo đáp ứng các thông số kỹ thuật về cường độ chảy tối thiểu trên toàn bộ mặt cắt, không chỉ gần bề mặt.
Đây là lý do tại sao việc rèn thép hợp kim lớn cho rôto tuabin, trục khuỷu nặng hoặc bình chịu áp của lò phản ứng sử dụng các loại vật liệu khác với các bộ phận nhỏ hơn: hợp kim phải đủ để mang các đặc tính làm cứng xuyên suốt đến đường tâm của vật rèn có thể có đường kính từ 500mm trở lên.
Độ bền mỏi của thép hợp kim rèn: Thực tế tải theo chu kỳ
Độ bền kéo tĩnh và cường độ năng suất không phải là biện pháp quan trọng duy nhất. Hầu hết các hư hỏng kết cấu trong quá trình sử dụng xảy ra không phải do quá tải đơn lẻ mà do mỏi - sự phát triển dần dần của các vết nứt dưới tác dụng của tải trọng lặp đi lặp lại ở mức thấp hơn nhiều so với điểm chảy tĩnh. Đây là lúc việc rèn thép hợp kim thể hiện những ưu điểm mà các con số về độ bền kéo đơn giản không thể nắm bắt được.
Độ bền mỏi (biên độ ứng suất mà vật liệu có thể chịu đựng trong 10⁷ chu kỳ mà không bị gãy) tuân theo mối quan hệ chung với độ bền kéo đối với thép có độ bền kéo lên đến khoảng 1400 MPa: giới hạn mỏi là khoảng 0,45–0,50 lần độ bền kéo. Điều này có nghĩa là thép hợp kim 4140 rèn với độ bền kéo 1000 MPa có giới hạn độ bền khoảng 450–500 MPa - gần gấp đôi so với thép carbon 1045 rèn ở độ bền kéo 600 MPa.
Độ bền kéo trên 1400 MPa, tỷ lệ đơn giản này bị phá vỡ. Việc rèn thép hợp kim cường độ cao ngày càng trở nên nhạy cảm với độ hoàn thiện bề mặt, ứng suất dư và độ sạch của cấu trúc vi mô. Việc rèn 4340 ở 1600 MPa với bề mặt được gia công hoàn thiện có giới hạn mỏi thực tế thấp hơn nhiều so với mẫu được đánh bóng, vì các vết xước bề mặt đóng vai trò là bộ tập trung ứng suất. Đây là lý do tại sao thép hợp kim hiệu suất cao dành cho ngành hàng không vũ trụ và đua xe thể thao được mài nhẵn sau khi gia công - lớp ứng suất dư nén gây ra bởi quá trình mài mòn có thể làm tăng tuổi thọ mỏi lên gấp 2–4 trong điều kiện tải trọng đại diện.
Sự kết hợp giữa thực hành rèn có kiểm soát, xử lý nhiệt hạt mịn và mài mòn bề mặt có thể đẩy độ bền mỏi hiệu quả của thép hợp kim 4340 rèn lên 700–800 MPa - một giá trị thúc đẩy sự ưu tiên của ô tô và hàng không vũ trụ đối với các bộ phận được rèn thay vì phôi gia công, trong đó dòng chảy của hạt là tùy ý và không có lớp nén bề mặt.
Các loại rèn thép hợp kim chính và hồ sơ sức mạnh của chúng
Hiểu được đường bao cường độ thực tế của các loại rèn thép hợp kim được chỉ định phổ biến nhất sẽ mang lại cho các kỹ sư một tài liệu tham khảo làm việc cho việc lựa chọn vật liệu ban đầu.
AISI 4140: Công cụ có mục đích chung
4140 (0,38–0,43% C, 0,8–1,1% Cr, 0,15–0,25% Mo) là loại thép hợp kim rèn được sử dụng rộng rãi nhất trong các ứng dụng công nghiệp và dầu khí nói chung. Trong điều kiện Q&T, nó mang lại độ bền kéo 900–1100 MPa với độ bền phù hợp cho hầu hết các ứng dụng cơ khí. Nó là vật liệu mặc định cho vòng cổ khoan, khớp nối dụng cụ, ống bọc khớp nối, mặt bích và trục chịu tải trung bình. Khả năng gia công tuyệt vời của nó ở điều kiện đông cứng trước (28–34 HRC) khiến nó trở nên thiết thực đối với các xưởng thiếu khả năng xử lý nhiệt sau khi gia công.
AISI 4340: Ứng dụng kết cấu cường độ cao
4340 (0,38–0,43% C, 1,65–2,00% Ni, 0,70–0,90% Cr, 0,20–0,30% Mo) chiếm bước trên 4140 về độ bền và độ dẻo dai. Việc bổ sung niken là điểm khác biệt chính: nó mở rộng khả năng làm cứng cho các phần lớn hơn và cải thiện đáng kể độ bền ở nhiệt độ thấp. Vật liệu rèn bằng thép hợp kim 4340 là vật liệu tiêu chuẩn cho thiết bị hạ cánh máy bay (thường có độ bền kéo 1930 MPa trên mỗi MIL-S-5000), trục khuỷu hạng nặng trong động cơ diesel lớn và trục trục hiệu suất cao. Độ cứng sâu của nó làm cho nó trở thành cấp độ tối thiểu có thể chấp nhận được đối với các bộ phận rèn có tiết diện trên 75mm, nơi đòi hỏi phải có đầy đủ các đặc tính cơ học xuyên suốt.
300M: Cường độ cực cao hàng không vũ trụ
300M về cơ bản là 4340 được sửa đổi với 1,45–1,80% silicon và 0,05–0,10% vanadi. Việc bổ sung silicon làm chậm quá trình làm mềm martensite trong quá trình ủ, cho phép thép đạt độ bền kéo trên 1930 MPa trong khi vẫn duy trì các giá trị độ bền đứt gãy trên 60 MPa√m - sự kết hợp mà 4340 không thể đạt được ở cùng mức cường độ. Gần như mọi trục bánh đáp máy bay thương mại và quân sự được sản xuất từ những năm 1960 đều được rèn bằng thép hợp kim 300M. Thông số về độ bền mỏi và độ bền gãy của nó trong ứng dụng quan trọng về an toàn đó đã khiến nó gần như không thể thay thế được mặc dù đã có nhiều thập kỷ phát triển vật liệu cạnh tranh.
EN36 và EN39: Thép hợp kim cứng vỏ
Các loại cacbon hóa niken-crom này được sử dụng để rèn thép hợp kim trong đó bề mặt rất cứng, chịu mài mòn (60–64 HRC) phải cùng tồn tại với lõi bền, chống va đập. Sau khi rèn, cacbon hóa hoặc thấm cacbon sẽ bổ sung cacbon đến độ sâu 0,5–2,0mm trên bề mặt. Kết quả là một bộ phận hấp thụ lực va đập xuyên qua lõi cứng đồng thời chống mỏi khi tiếp xúc và mài mòn trên bề mặt — sự kết hợp chính xác được yêu cầu bởi các bánh răng tải nặng, trục cam và trục xoay trong thiết bị truyền tải điện và khai thác mỏ.
H13 và H11: Rèn thép công cụ gia công nóng
H13 (5% Cr, 1,5% Mo, 1% V) là tiêu chuẩn toàn cầu cho dụng cụ gia công nóng. Khi được sản xuất dưới dạng rèn thay vì thanh nguyên liệu, H13 được hưởng lợi từ cùng các lợi thế về mật độ và dòng chảy hạt được mô tả cho thép hợp kim kết cấu. Miếng đệm khuôn H13 được rèn để đúc khuôn nhôm có tuổi thọ sử dụng lâu hơn 20–40% so với các lựa chọn thay thế được gia công từ thanh trong các so sánh sản xuất được ghi lại, đơn giản vì quá trình rèn thu hẹp lỗ xốp vi mô và điều chỉnh sự phân bố cacbua thuận lợi hơn. Độ cứng H13 khi sử dụng thường là 44–50 HRC, mang lại cường độ năng suất nén trên 1600 MPa ở nhiệt độ phòng, duy trì trên 600 MPa ở 600°C.
Kiểm tra và xác minh độ bền rèn thép hợp kim
Yêu cầu về độ bền đối với vật liệu rèn bằng thép hợp kim không được chấp nhận chỉ dựa trên cơ sở chứng chỉ vật liệu trong hầu hết các ứng dụng quan trọng. Hầu hết các tiêu chuẩn mua sắm đều yêu cầu kiểm tra vật lý các phiếu kiểm tra lấy từ sản phẩm rèn - hoặc từ phần mở rộng đại diện gắn liền với sản phẩm rèn -.
Các bài kiểm tra tiêu chuẩn về rèn thép hợp kim bao gồm:
- Kiểm tra độ bền kéo ở nhiệt độ phòng: Đo độ bền kéo cuối cùng, độ bền bằng chứng (năng suất) 0,2%,% độ giãn dài và% giảm diện tích. Bốn giá trị này mô tả đầy đủ phản ứng cơ học tĩnh.
- Thử nghiệm va đập Charpy V-Notch: Được tiến hành ở nhiệt độ xác định (thường là 0°C, -20°C hoặc -40°C tùy theo ứng dụng), phương pháp này đo năng lượng hấp thụ tính bằng Joule và xác nhận vật liệu không hoạt động trong vùng chuyển tiếp giòn của nó.
- Độ cứng Brinell hoặc Rockwell: Một đại diện nhanh chóng, không phá hủy cho độ bền kéo (độ bền kéo 1 HBW ≈ 3,5 MPa đối với thép) được sử dụng để sàng lọc vật rèn trước khi thử nghiệm phá hủy và để xác minh tính đồng nhất xử lý nhiệt trên một lô.
- Kiểm tra siêu âm (UT): Kiểm tra thể tích để phát hiện các khuyết tật bên trong có thể làm giảm mặt cắt ngang chịu tải hiệu quả. Mức chấp nhận theo tiêu chuẩn ASTM A388 hoặc EN 10228-3 xác định kích thước chỉ báo tối đa cho phép.
- Độ bền gãy xương (K₁c): Cần thiết cho việc rèn thép hợp kim hạt nhân và hàng không vũ trụ. Đo hệ số cường độ ứng suất tại đó vết nứt sẽ lan truyền không ổn định, được biểu thị bằng MPa√m. 4340 ở độ bền kéo 1380 MPa thường đạt K₁c là 50–60 MPa√m; 300M ở cùng mức cường độ đạt được 65–80 MPa√m do biến đổi silicon.
Trong các ứng dụng dầu khí được quản lý bởi NACE MR0175, kiểm tra độ cứng không chỉ là kiểm tra chất lượng - đó là xác minh an toàn, vì bất kỳ loại thép hợp kim nào vượt quá 22 HRC (độ bền kéo khoảng 760 MPa) đều bị cấm trong môi trường dịch vụ chua do nguy cơ nứt ứng suất sunfua. Đây là một trong những trường hợp cường độ tối đa cho phép thấp hơn khả năng của vật liệu, do nứt nẻ môi trường hơn là giới hạn tải trọng cơ học.
Hiệu suất sức mạnh trong thế giới thực: Rèn thép hợp kim đang được sử dụng
Dữ liệu đặc tính cơ học trong phòng thí nghiệm cho thấy thép hợp kim có thể đạt được những gì trong điều kiện được kiểm soát. Những gì xảy ra trong lĩnh vực dịch vụ thường kể một câu chuyện đầy đủ hơn về sự kết hợp giữa sức bền, khả năng chống mỏi và độ dẻo dai khiến thép hợp kim trở thành lựa chọn chủ đạo trong các ngành có nhu cầu cao.
Trong hệ thống truyền động của xe thương mại, trục khuỷu bằng thép hợp kim rèn thường xuyên hoạt động được 800.000 km trở lên mà không gặp hiện tượng mỏi khi được sản xuất theo thông số kỹ thuật. Hình dạng trục khuỷu tương tự được sản xuất từ gang dạng nốt - một vật liệu thay thế giảm chi phí phổ biến - cho thấy hư hỏng do mỏi ở một phần ba đến một nửa quãng đường trong các điều kiện tương đương, đó là lý do tại sao mọi OEM xe tải hạng nặng tiếp tục chỉ định thép hợp kim rèn cho trục khuỷu mặc dù chi phí vật liệu cao hơn.
Trong lĩnh vực dầu khí, vòng rèn vòng khoan bằng thép hợp kim 4140 hoạt động dưới tải trọng xoắn, uốn và trục kết hợp trong các cụm lỗ đáy, quay vòng hàng triệu lần trong suốt vòng đời của giếng. Tỷ lệ hỏng vòng đệm máy khoan được ghi nhận đối với vật rèn 4140 được xử lý nhiệt đúng cách đáp ứng yêu cầu API Spec 7-1 là cực kỳ thấp — và phần lớn các hỏng hóc xảy ra do xử lý nhiệt không đúng cách, hư hỏng do ăn mòn hoặc hư hỏng do xử lý hơn là do điểm yếu cố hữu của vật liệu.
Trong lĩnh vực sản xuất điện, các rôto lớn bằng thép hợp kim thấp dùng cho tua bin hơi nước - thường là 25–100 tấn - đã chứng tỏ tuổi thọ sử dụng trên 40 năm dưới tải nhiệt và cơ học theo chu kỳ liên tục trong các nhà máy điện phụ tải cơ sở. Kỷ lục về hiệu suất là kết quả trực tiếp của việc kiểm soát thành phần chặt chẽ, khử khí chân không và thử nghiệm cơ học toàn diện mà việc rèn thép hợp kim lớn phải trải qua trước khi rời khỏi cơ sở rèn. Không có lộ trình sản xuất rô-to nào có kích thước và trọng lượng như vậy đạt được kỷ lục về độ tin cậy tương tự.