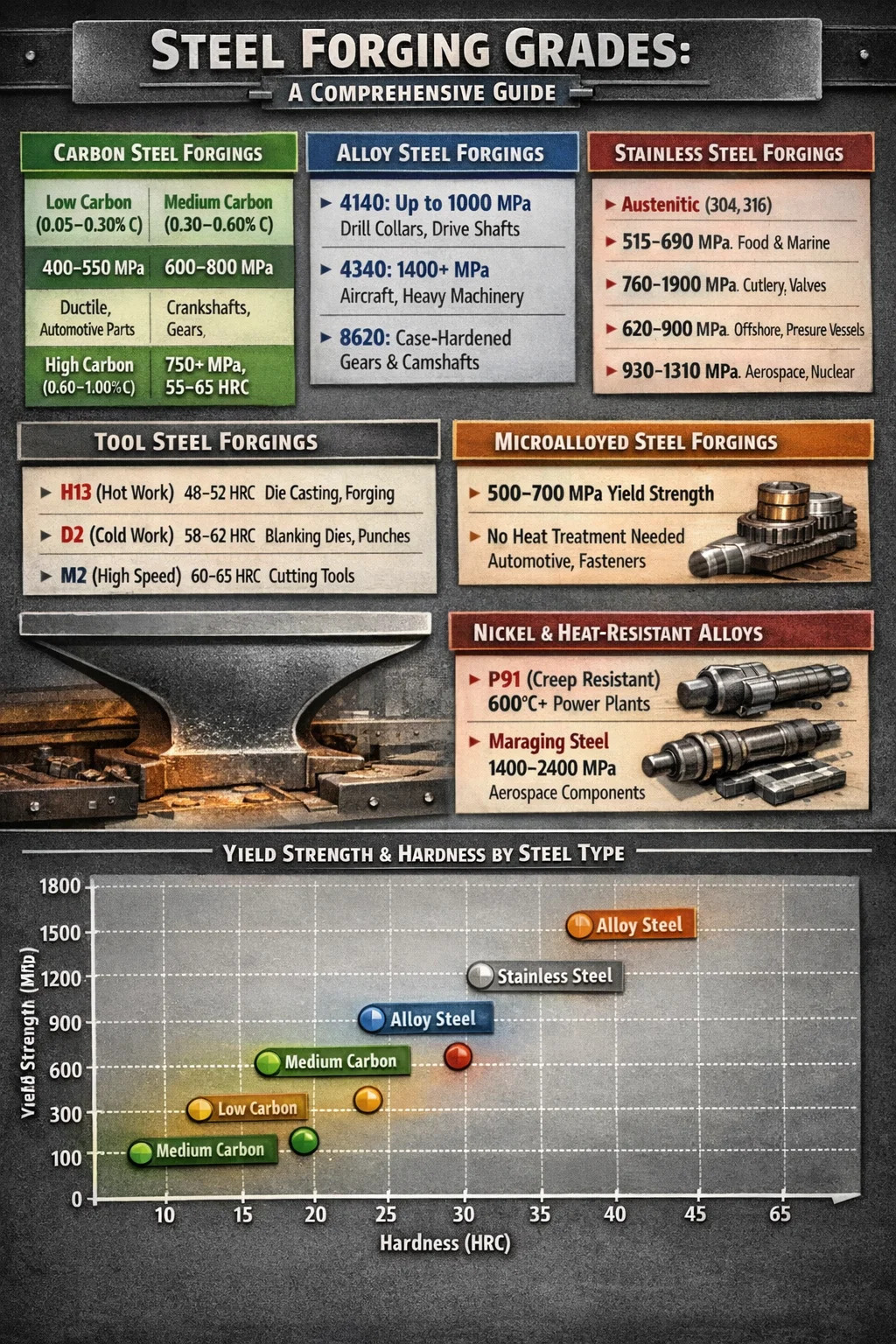
Rèn thép là một trong những quy trình gia công kim loại lâu đời nhất và đáng tin cậy nhất trong sản xuất. Câu trả lời ngắn gọn cho những loại thép rèn nào tồn tại: thép cacbon, thép hợp kim, thép không gỉ, thép công cụ và thép vi hợp kim là năm loại chính được sử dụng trong rèn thép công nghiệp. Mỗi loại phục vụ các nhu cầu cơ học và môi trường riêng biệt, và việc chọn sai loại có thể dẫn đến hỏng hóc sớm, nguy hiểm về an toàn hoặc chi phí vượt mức không cần thiết.
Bảng phân tích này bao gồm từng danh mục một cách chuyên sâu - điều gì làm cho chúng khác biệt, chúng hoạt động tốt nhất ở đâu và các con số thực sự trông như thế nào khi bạn so sánh cường độ năng suất, độ cứng và phạm vi ứng dụng.
Rèn thép carbon: Con ngựa công nghiệp
Thép carbon chiếm phần lớn tổng sản lượng rèn thép trên toàn cầu. Nó được phân thành ba nhóm nhỏ dựa trên hàm lượng carbon và tỷ lệ phần trăm carbon đó có ảnh hưởng trực tiếp và có thể đo lường được đến độ bền, độ cứng và độ dẻo.
Thép cacbon thấp (0,05% – 0,30% C)
Các sản phẩm rèn bằng thép carbon thấp có độ dẻo cao và dễ tạo hình. Độ bền kéo thường dao động từ 400 đến 550 MPa. Những vật rèn này thường được sử dụng cho các bộ phận kết cấu, bộ phận thân ô tô và bu lông đa năng. Chúng không phản ứng tốt với việc xử lý nhiệt để làm cứng nhưng dễ dàng hàn và gia công.
Thép cacbon trung bình (0,30% – 0,60% C)
Đây là phạm vi giả mạo rộng rãi nhất. Các loại carbon trung bình như AISI 1040 và AISI 1045 mang lại sự cân bằng mạnh mẽ giữa độ bền và độ dẻo dai. Xử lý nhiệt có thể đẩy cường độ năng suất lên trên 600 MPa. Các ứng dụng bao gồm trục khuỷu, thanh nối, trục, bánh răng và các bộ phận đường sắt. AISI 1045 được cho là loại rèn thép cacbon trung bình được chỉ định phổ biến nhất trong kỹ thuật cơ khí nói chung.
Thép cacbon cao (0,60% – 1,00% C)
Vật liệu rèn có hàm lượng carbon cao mang lại độ cứng và khả năng chống mài mòn vượt trội nhưng giòn hơn và khó gia công hơn. Chúng được sử dụng làm lò xo, dụng cụ cắt, dây cáp và thép đường ray. Giá trị độ cứng thường đạt 55–65 HRC sau khi xử lý nhiệt thích hợp, khiến chúng không phù hợp cho các ứng dụng chịu va đập nặng nếu không xem xét thiết kế cẩn thận.
Rèn thép hợp kim: Hiệu suất nâng cao thông qua hóa học
Thép hợp kim có chứa sự bổ sung có chủ ý của crom, molypden, niken, vanadi hoặc mangan vượt quá số lượng được tìm thấy trong thép carbon. Những bổ sung này làm thay đổi độ cứng, độ bền ở nhiệt độ cao và khả năng chống mỏi và ăn mòn. Tổng hàm lượng nguyên tố hợp kim thường nằm trong khoảng từ 1% đến 5%.
Các loại rèn thép hợp kim thường gặp nhất bao gồm:
- 4140 (Thép Cr-Mo): Độ bền kéo lên tới 1000 MPa trong điều kiện tôi và tôi luyện. Được sử dụng trong vòng cổ khoan dầu khí, các bộ phận phòng thủ và trục truyền động ô tô.
- 4340 (Thép Ni-Cr-Mo): Một trong những loại thép hợp kim mạnh nhất được sử dụng phổ biến, có độ bền kéo vượt quá 1400 MPa có thể đạt được thông qua xử lý nhiệt. Được tìm thấy trong thiết bị hạ cánh máy bay, trục khuỷu hạng nặng và trục trục hiệu suất cao.
- 8620: Một loại lớp làm cứng vỏ phổ biến cho các bánh răng và trục cam trong đó cả lõi cứng và bề mặt cứng đều cần đồng thời.
- EN36 và EN24: Phổ biến trong các thông số kỹ thuật của Vương quốc Anh/Châu Âu dành cho các vật rèn kỹ thuật nặng như trục tuabin và các bộ phận của nhà máy hạt nhân.
Ưu điểm của thép hợp kim rèn so với thép cacbon là độ cứng của độ sâu. Một thanh 4140 có đường kính 100mm có thể được làm cứng hoàn toàn thành một cấu trúc vi mô đồng nhất, trong khi đó, thép carbon trơn có cùng đường kính sẽ cho thấy độ cứng giảm rõ rệt từ bề mặt đến lõi.
Rèn thép không gỉ: Chống ăn mòn dưới tải trọng cơ học
Các vật rèn bằng thép không gỉ chứa tối thiểu 10,5% crôm theo trọng lượng, tạo thành lớp oxit thụ động chống lại quá trình oxy hóa và ăn mòn. Quá trình rèn tinh chỉnh cấu trúc hạt của thép không gỉ theo cách mà vật đúc không thể tái tạo, tạo ra các bộ phận có độ bền mỏi và độ bền va đập vượt trội.
Các gia đình chính được sử dụng trong rèn thép không gỉ là:
| gia đình | Các lớp phổ biến | Độ bền kéo điển hình | Ứng dụng chính |
|---|---|---|---|
| Austenit | 304, 316, 321 | 515–690 MPa | Chế biến hóa chất, thiết bị thực phẩm, hàng hải |
| Martensitic | 410, 420, 440C | 760–1900 MPa | Dao kéo, van, trục bơm, dụng cụ phẫu thuật |
| song công | 2205, 2507 | 620–900 MPa | Dầu ngoài khơi, khử muối, bình chịu áp lực |
| Lượng mưa cứng lại | 17-4PH, 15-5PH | 930–1310 MPa | Van hàng không vũ trụ, hạt nhân, hiệu suất cao |
Việc rèn thép không gỉ 316L đặc biệt chiếm ưu thế trong chế biến dược phẩm và thực phẩm vì hàm lượng carbon thấp giảm thiểu rủi ro nhạy cảm trong quá trình hàn và việc bổ sung molypden (2–3%) cải thiện đáng kể khả năng chống rỗ trong môi trường clorua. Loại song công 2205 cung cấp cường độ năng suất gần gấp đôi so với 316L, ở mức tối thiểu khoảng 450 MPa, cho phép thiết kế thành mỏng hơn và giảm trọng lượng thành phần mà không ảnh hưởng đến tuổi thọ sử dụng.
Thép công cụ rèn: Độ cứng cực cao cho các ứng dụng tạo hình và cắt
Thép công cụ được thiết kế đặc biệt để duy trì độ cứng và hình dạng của chúng dưới áp lực cơ học, mài mòn và nhiệt cực cao. Khi được sản xuất thông qua quá trình rèn, thép công cụ sẽ phát triển cấu trúc hạt đồng nhất, tinh tế, tồn tại lâu hơn đáng kể so với các lựa chọn thay thế đúc hoặc cán trong các ứng dụng công cụ đòi hỏi khắt khe.
Thép công cụ rèn được nhóm theo hệ thống phân loại AISI:
- Dòng H (Thép dụng cụ gia công nóng): Các loại như H13 và H11 được chế tạo để chống lại hiện tượng mềm hóa ở nhiệt độ trên 500°C. H13 là tiêu chuẩn toàn cầu cho khuôn đúc khuôn, dụng cụ ép đùn và khuôn rèn nóng. Nó đạt được 48–52 HRC sau khi xử lý nhiệt trong khi vẫn duy trì đủ độ dẻo dai để tồn tại trong chu trình nhiệt lặp đi lặp lại.
- Dòng D (Gia công nguội, Crom cao): D2 chứa khoảng 12% crom và 1,5% cacbon, mang lại khả năng chống mài mòn đặc biệt ở nhiệt độ phòng. Nó được sử dụng để đột bao hình, dụng cụ tạo hình và đột trong đó độ chính xác về kích thước trong các lần sản xuất rất cao là rất quan trọng.
- Dòng M (Thép tốc độ cao): M2 và M42 vẫn giữ được khả năng cắt ở nhiệt độ mà các dụng cụ bằng thép cacbon sẽ mất hết độ cứng. Sự kết hợp giữa vonfram, molypden và coban mang lại cho M42 một lợi thế về độ cứng nóng khiến nó không thể thay thế trong các mũi khoan, vòi, dao phay và chuốt.
- Dòng P (Thép khuôn): Được thiết kế cho khuôn ép nhựa, P20 là một trong những loại thép khuôn rèn được sử dụng rộng rãi nhất. Nó thường được cung cấp ở điều kiện được làm cứng trước ở 28–34 HRC, loại bỏ nhu cầu xử lý nhiệt sau khi gia công.
Việc rèn thép công cụ đòi hỏi phải kiểm soát nhiệt độ chính xác. Ví dụ, H13 phải được rèn ở nhiệt độ từ 1010°C đến 1150°C và phải được làm nguội từ từ sau khi rèn để tránh bị nứt. Thực hành rèn không đúng cách gây ra ứng suất dư và mạng lưới cacbua thô làm giảm đáng kể độ dẻo dai.
Thép rèn vi hợp kim: Hiệu quả gần như hình dạng lưới mà không cần xử lý nhiệt
Thép vi hợp kim - còn được gọi là thép HSLA (Hợp kim thấp cường độ cao) trong bối cảnh rèn - đại diện cho một giải pháp kỹ thuật hiện đại kết hợp khả năng định hình của thép carbon với các mức cường độ mà trước đây yêu cầu thép hợp kim và xử lý nhiệt sau rèn. Các chất bổ sung quan trọng là vanadi (0,05–0,15%), niobi (0,02–0,05%) và titan, với lượng rất nhỏ sẽ kết tủa dưới dạng cacbua và nitrit mịn trong quá trình làm mát có kiểm soát.
Ưu điểm thương mại chính là việc rèn thép vi hợp kim có thể đạt được cường độ năng suất 500–700 MPa mà không cần tôi và ram, giúp loại bỏ bước chi phí và thời gian lớn trong chu trình sản xuất. Các nhà sản xuất ô tô đã áp dụng rộng rãi các loại hợp kim vi mô cho thanh kết nối, trục khuỷu và tay lái chính vì lý do này.
Các loại rèn vi hợp kim phổ biến bao gồm 38MnVS6, 46MnVS3 và SAE 1548V. Các loại này được thiết kế sao cho hoạt động rèn và làm mát không khí được kiểm soát tiếp theo đạt được các tính chất cơ học cuối cùng trong một chu trình nhiệt duy nhất, thay thế hai hoạt động lò riêng biệt. Trong quá trình rèn ô tô khối lượng lớn, điều này giúp tiết kiệm năng lượng lên tới 30% trên mỗi bộ phận so với phương pháp tôi và tôi.
Một hạn chế là thép vi hợp kim có cửa sổ xử lý hẹp hơn so với thép hợp kim thông thường. Nhiệt độ rèn hoàn thiện phải được kiểm soát cẩn thận - thường là từ 900°C đến 1050°C - để đảm bảo độ cứng kết tủa thích hợp trong quá trình làm mát. Bất kỳ sai lệch nào so với cấu trúc vi mô mục tiêu đều dẫn đến các đặc tính cơ học không thể đoán trước và khả năng bị loại bỏ trong toàn bộ quá trình rèn.
Thép rèn gốc niken và chịu nhiệt cho môi trường khắc nghiệt
Ngoài các phân loại tiêu chuẩn, còn có một loại thép rèn chịu nhiệt và chịu niken chuyên dụng dành cho các ứng dụng có nhiệt độ vận hành vượt quá mức mà thép hợp kim thông thường có thể chịu được. Chúng bao gồm các cấp độ chống rão cho các đĩa tuabin phát điện và hàng không vũ trụ, cũng như các loại thép kết hợp cho các ứng dụng kết cấu cường độ cực cao.
Thép rèn chống rão
Các loại như P91 (9Cr-1Mo-V) và P92 được sử dụng rộng rãi trong các đầu hơi rèn, thân van và vỏ tuabin trong các nhà máy điện than và khí đốt hoạt động ở nhiệt độ trên 600°C. Vật rèn P91 được thiết kế để chống rão - biến dạng chậm, phụ thuộc vào thời gian dưới tải trọng duy trì ở nhiệt độ cao - với tuổi thọ đứt gãy tối thiểu là 100.000 giờ ở điều kiện vận hành. Hàm lượng crom của chúng cũng mang lại khả năng chống oxy hóa mà thép cacbon trơn không thể sánh được ở nhiệt độ trên 450°C.
Thép Maraging
Thép Maraging chứa 18% niken và lượng carbon rất thấp, tạo nên độ bền cực cao của chúng — cường độ năng suất từ 1400 đến hơn 2400 MPa là có thể đạt được - từ sự kết tủa của các hợp chất liên kim loại trong quá trình xử lý nhiệt lão hóa. Các thành phần thép rèn được rèn được sử dụng trong hộp động cơ tên lửa hàng không vũ trụ, thiết bị hãm máy bay và dụng cụ có độ bền cực cao. Bất chấp sức mạnh của chúng, chúng vẫn có độ cứng hợp lý và có thể được gia công trước khi lão hóa trong khi vẫn ở trạng thái tương đối mềm.
Quá trình rèn thép ảnh hưởng như thế nào đến tính chất vật liệu theo loại thép
Bản thân quá trình rèn - dù là khuôn mở, khuôn kín, cán vòng hay rèn đẳng nhiệt - đều tương tác khác nhau với từng loại thép. Hiểu được những tương tác này giúp giải thích tại sao việc lựa chọn nguyên liệu và lựa chọn quy trình không thể tách rời nhau.
Trong quá trình rèn thép khuôn kín, lực biến dạng cao được tác dụng lên phôi thép bị giới hạn, tạo ra các bộ phận gần dạng lưới với dòng hạt liên tục theo hình dạng thành phần. Dòng hạt này chịu trách nhiệm cho lợi thế chống mỏi và chống va đập mà vật rèn giữ được trên phôi hoặc vật đúc được gia công. Một thanh kết nối được gia công từ thanh phôi làm gián đoạn dòng hạt ở mọi bề mặt gia công; một thanh kết nối được rèn duy trì tính liên tục của hạt không bị gián đoạn từ đầu đến cuối.
Phạm vi nhiệt độ rèn thay đổi đáng kể giữa các loại thép:
- Thép cacbon và thép hợp kim thấp: thường là 1100°C – 1250°C để rèn nóng
- Thép không gỉ (austenit): 1100°C – 1200°C, làm nguội chậm hơn để tránh mẫn cảm
- Thép công cụ: 1010°C – 1150°C bắt buộc phải làm nguội chậm trong lò nung hoặc môi trường cách điện
- Thép Maraging: 1100°C – 1200°C, được lão hóa sau khi rèn ở 480°C trong 3–6 giờ
- Thép không gỉ song công: 1100°C – 1180°C, sau đó được làm nguội bằng nước để duy trì cân bằng pha
Rèn ấm - được thực hiện trong khoảng từ 650°C đến 950°C - đang đạt được lực kéo đối với thép cacbon trung bình và các loại hợp kim vi mô, nơi yêu cầu dung sai kích thước chặt chẽ hơn rèn nóng có thể đạt được mà không cần lực ép nghiêm trọng như rèn nguội. Rèn nguội thép, thường dành riêng cho các loại thép có hàm lượng carbon thấp, đạt được bề mặt hoàn thiện tốt nhất và độ chính xác về kích thước nhưng đòi hỏi áp suất rèn cao hơn đáng kể.
Lựa chọn cấp độ rèn thép phù hợp: Khung thực hành
Việc lựa chọn loại thép rèn chính xác đòi hỏi phải cân bằng một số yếu tố cạnh tranh. Không có cấp độ nào tối ưu hóa tất cả các thuộc tính cùng một lúc. Khung sau đây nắm bắt các biến quyết định phù hợp nhất với các ứng dụng công nghiệp:
- Yêu cầu cơ khí: Xác định giới hạn chảy tối thiểu, độ cứng, năng lượng va đập (giá trị Charpy) và tuổi thọ mỏi. Điều này sẽ thu hẹp danh mục ngay lập tức - nếu bạn cần cường độ chảy 1200 MPa, thép cacbon sẽ bị loại bỏ; nếu 400 MPa là đủ thì thép hợp kim là chi phí không cần thiết.
- Tiếp xúc với môi trường: Môi trường clorua loại bỏ hầu hết các loại thép cacbon và hợp kim thấp trừ khi được phủ. Nhiệt độ vận hành tăng cao loại trừ thép cacbon có nhiệt độ trên khoảng 400°C và yêu cầu các loại thép có khả năng chống rão chứa crom.
- Kích thước phần và độ cứng: Các vật rèn có mặt cắt ngang lớn (đường kính trên 100mm) trong dịch vụ quan trọng cần các loại thép hợp kim có đủ độ cứng để đạt được các đặc tính đồng nhất xuyên suốt mặt cắt. Thép carbon sẽ có vỏ cứng và lõi mềm ở những đoạn dày.
- Khả năng gia công và xử lý xuôi dòng: Nếu gia công rộng rãi sau quá trình rèn, các lớp có thêm lưu huỳnh để có đặc tính gia công tự do sẽ giảm thời gian chu trình, mặc dù phải hy sinh độ bền ngang.
- Khối lượng và chi phí: Đối với khối lượng sản xuất rất cao, các loại hợp kim vi mô loại bỏ xử lý nhiệt sau rèn giúp giảm chi phí đáng kể. Đối với các bộ phận đặc biệt theo lô nhỏ, chi phí xử lý nhiệt chiếm một phần nhỏ hơn trong tổng chi phí bộ phận, do đó, loại hợp kim hiệu suất cao sẽ khả thi hơn.
Trong thực tế, hầu hết các kỹ sư đều tuân theo các quy tắc thiết kế hiện hành như ASME, EN 10250 hoặc ASTM A668 trong đó chỉ định các vật liệu được phép cho các danh mục dịch vụ cụ thể. Các mã này thu hẹp lựa chọn thành một danh sách ngắn các loại thép rèn đủ tiêu chuẩn đã được xác nhận cho các điều kiện dịch vụ liên quan qua nhiều thập kỷ kinh nghiệm thực tế và thử nghiệm tiêu chuẩn hóa.
Cách sử dụng lớp rèn thép dành riêng cho ngành
Các lĩnh vực khác nhau đã hội tụ các vật liệu rèn thép được ưa chuộng dựa trên dữ liệu hiệu suất và các yêu cầu pháp lý trong nhiều thập kỷ. Việc hiểu các tiêu chuẩn ngành này cung cấp một điểm khởi đầu thực tế cho công việc đặc tả.
Thép rèn ô tô
Ngành ô tô tiêu thụ khối lượng thép rèn lớn nhất trên toàn cầu. Trục khuỷu trong ô tô khách chủ yếu được rèn từ thép vi hợp kim cacbon trung bình (38MnVS6) hoặc thép tôi và tôi 1045. Trục khuỷu xe tải hạng nặng sử dụng thép hợp kim niken-crom-molypden 4340 hoặc tương tự để có hiệu suất mỏi vượt trội ở công suất cụ thể cao hơn. Các thanh kết nối về cơ bản đã chuyển sang thiết kế phân chia bằng thép cacbon cao C70S6, cho phép bẻ gãy nắp sau khi rèn và sau đó được lắp lại với độ chính xác phi thường — loại bỏ các hoạt động gia công và giảm chi phí sản xuất thanh kết nối khoảng 15–20% so với phay và nghiền truyền thống.
Thép rèn dầu khí
Môi trường dịch vụ chua - nơi có hydro sunfua - đặt ra những yêu cầu đặc biệt nghiêm ngặt đối với việc rèn thép. NACE MR0175/ISO 15156 quy định việc lựa chọn vật liệu cho dịch vụ chua và nó giới hạn độ cứng ở mức tối đa 22 HRC đối với hầu hết các loại thép cacbon và hợp kim thấp để ngăn ngừa nứt do ứng suất sunfua. F22 (2.25Cr-1Mo) và F5 (5Cr-0.5Mo) là các loại rèn hợp kim tiêu chuẩn cho thân van và mặt bích trong các ứng dụng đầu giếng và đường ống ở nhiệt độ cao, áp suất cao.
Rèn thép hàng không vũ trụ
Các bộ phận của thiết bị hạ cánh là một trong những loại thép rèn có yêu cầu cao nhất về kết cấu. Thép 300M (loại 4340 đã được sửa đổi có bổ sung silicon và vanadi) là vật liệu chủ yếu của bộ phận hạ cánh, đạt được độ bền kéo từ 1930 MPa trở lên. AerMet 100 và các loại thép cường độ cực cao khác đẩy độ bền kéo lên trên 1965 MPa đồng thời cải thiện độ bền khi gãy so với các loại thép cường độ cao trước đó. Mọi hoạt động rèn trong ngành hàng không vũ trụ đều phải được kiểm tra siêu âm 100% và thường xuyên kiểm tra hạt từ tính, với khả năng truy xuất nguồn gốc để làm nóng chảy nhiệt và rèn theo yêu cầu.
Phát điện và rèn hạt nhân
Các vật rèn rôto tuabin lớn nặng từ 5 đến 200 tấn và được sản xuất từ thép hợp kim thấp như 26NiCrMoV11-5 hoặc 30CrMoNiV5-11. Những vật rèn này yêu cầu mức lưu huỳnh và phốt pho được kiểm soát chặt chẽ (thường dưới 0,005% mỗi loại) để đảm bảo độ bền va đập cao ở nhiệt độ vận hành của tuabin. Các thiết bị rèn bình chịu áp của lò phản ứng hạt nhân sử dụng A508 Cấp 3 (tương đương 20MnMoNi4-5 theo tiêu chuẩn Châu Âu), loại có lịch sử xác nhận theo quy định lâu dài và tài liệu về độ bền Charpy và độ bền đứt gãy rộng rãi theo yêu cầu của mã an toàn hạt nhân.
Tiêu chuẩn chất lượng và kiểm tra thép rèn
Bất kể loại thép rèn nào, việc đảm bảo chất lượng đều tuân theo một mô hình nhất quán được quản lý bởi các tiêu chuẩn quốc tế. Các tiêu chuẩn được tham khảo nhiều nhất về rèn thép bao gồm ASTM A668 (thép hợp kim thông thường), ASTM A182 (mặt bích và phụ kiện bằng thép hợp kim), EN 10250 (thép rèn khuôn mở cho kỹ thuật nói chung) và API 6A (thiết bị đầu giếng và cây Giáng sinh).
Kiểm tra chất lượng tiêu chuẩn cho các thành phần thép rèn bao gồm:
- Kiểm tra cơ khí: Độ bền kéo, năng suất, độ giãn dài, giảm diện tích và tác động Charpy (ở nhiệt độ quy định xuống tới -196°C trong một số ứng dụng đông lạnh)
- Xác minh độ cứng: Độ cứng Brinell (HBW) được kiểm tra trên các mặt cắt ngang đại diện và đôi khi độ cứng đi ngang để xác nhận độ cứng xuyên suốt
- Kiểm tra siêu âm (UT): Kiểm tra thể tích 100% đối với các khuyết tật dưới bề mặt, với tiêu chí chấp nhận được tham chiếu đến kích thước lỗ đáy phẳng tương đương, thường từ FBH 2 mm đến FBH 6 mm tùy thuộc vào thông số kỹ thuật
- Xác minh thành phần hóa học: Phân tích muôi và sản phẩm để xác nhận việc tuân thủ cấp độ, thường có giới hạn chặt chẽ hơn về các thành phần dư so với yêu cầu của tiêu chuẩn cơ bản
- Kiểm tra vĩ mô và vi mô: Khắc mặt cắt ngang để lộ dòng chảy, sự phân tách và độ chắc chắn bên trong của hạt; kiểm tra kim loại để xác nhận kích thước hạt và vi cấu trúc
Các vật rèn không đạt kiểm tra siêu âm sau khi xử lý nhiệt phải được loại bỏ hoặc xử lý lại - không có lựa chọn sửa chữa nào đối với các khuyết tật bên trong khi rèn rắn. Điều này làm cho việc lựa chọn phôi thép sạch, được khử khí chân không và kiểm soát quy trình cẩn thận trong quá trình rèn là rất quan trọng để đạt được năng suất chấp nhận được, đặc biệt là trong quá trình rèn thép hợp kim lớn cho các ứng dụng năng lượng và quốc phòng.